����1.3.3.4
�����Ļ���������������ֱ�Ӱ��b�����ӣ�������Ҫ�O(sh��)���r���ϣ������ӹ̶�����Ҫ���C�������ڻ��(z��i)�в���Ó�䣩���o���沿��Ҫ���r�����O(sh��)�����ӣ������ӹ̶�����Ҫ���C�������ڻ��(z��i)�в���Ó�䣩�����c�������g�g϶�O(sh��)���Ȳ�С��1.2m�����¡������p�ķ������������Ҫ�O(sh��)��ˮ�ӣ�����p�ķ�����������Ͽɲ��O(sh��)��ˮ�ӡ�
����1.3.3.5
ȫ����Ļ�������������O(sh��)�����������ӣ����c�������g�g϶�O(sh��)���Ȳ�С��1.2m�����������ӡ�
����1.3.3.6
�p��Ļ����
��ͨ��ÿ�ӣ��_�g�����ܸZͨ�����������O(sh��)�����ӣ������������ӣ���ÿ�_�g�����O(sh��)���Ȳ�С��1.2m�����ӣ������������ӣ�
����1.3.3.7 ����
�۱�����
�D�ܰ��Ᵽ�ص�Ļ������(y��ng)����ֱ����ÿһ�Ә��ژǰ�̎�O(sh��)һ��ˮƽ��ȼ������x�����������º���ˮƽ����ÿ20��3���_�g�Ĵ��g��������̎�O(sh��)һ���Q����ȼ������x���ڱ��ز�������ò�ȼ��������Ȳ���(y��ng)С��3mm�ķ��o(h��)�ӣ������ز�����ȫ���w��
����1.3.4 ����օ^(q��)֮�g�ķ����O(sh��)Ӌ
����
���ӽ�����ÿһ���nj���һ������օ^(q��)��ͬһ���nj���e����2000ƽ���וr��Ҫ�÷��������֞����ɂ���e������2000ƽ���ķ���օ^(q��)���@Щ����օ^(q��)֮�g�IJ�λҪ������(y��ng)�ķ����O(sh��)ʩ��
����1.3.4.1 ���g��ȼ�����w���nj�֮�g�ژǰ�߅����(y��ng)�и߶Ȳ�С��800���IJ�ȼ�����w����ֹ��һ�njӵĻ��������һ���njӡ�����Ӌ���@���߶ȵ��У�
������ȼ���Č�(sh��)�w���������������u���ȣ���
����λ�ژǰ�߅���Ļ��������塢�з����o(h��)������ͽM�Ϙǰ壻
�����ɷ�����ϽM�ɵķ�����������V�����A120����ķ����r�ȣ���
������Ƭ�����C
⛲��������Ƴɵ�
�пղ�����
�A�Ӳ�����
������(d��ng)���x��߅̫�h(yu��n)��(y��ng)���O(sh��)��ȼ�����w
����1.3.4.2 ���������҂�(c��)�IJ�ȼ�����w������օ^(q��)֮�g�ķ��������˘ǰ�߅���������҃ɂ�(c��)��1.0������(n��i)��횞鲻ȼ�����w����(sh��)�w�����ɲ�ȼ�����ϽM�ɵĉ��w��
��Ƭ������������Ʒ�Ⱦ���Ӌ���䌒�ȡ�
���� 1.3.4.3 �nj��g�ĸ����ӣ����˷�ֹ�²��njӵğ��F���^Ļ���c�ǰ��g�Ŀ�϶�M(j��n)���ϲ��njӣ��ɂ��nj��gĻ���c�ǰ��g�Ŀ�϶��(y��ng)�O(sh��)һ����ɵ��������ࡣ
���������ӿ��Բ��ö�N���ϣ�������r�ޡ�����塢��Ƭ�������ȡ���õ�������100����ķ����r����1.5mm��\䓰���С�
����������ز��ϲ���
�D�ܾ۱����ȿ�ȼ�����ϣ������r��һֱ���쵽��������X�M�������ذ���ڸ�����֮�ϣ��÷��������ĸ�����Ҫ�ѱ��ذ��M(j��n)�зָ���
��������������M����Ļ��������ȫ����϶,�@�Dz����ġ�Ҏ(gu��)��Ҫ��100����ĸ������ϡ������܌�(sh��)�����]��Ҫ��ȫ�����M�������M�����a(ch��n)������ˮ�����ͳ�����ϵı��ػ�������ܣ�ǰ����
�������r����ꖹ������e�۟�����ʹ��������ض����߶����ѡ���ʹ�������أ�Ҳ��(y��ng)�x�_������30mm~50mm��
����1.3.4.4 ��(sh��)�w���ϵĸ�����ʩ��
�X����
ʯ��Ļ�����������nj�(sh��)�w������(sh��)�w��һ���Dz����ġ����Գ��ɰ�һ��Ļ�������g�������⣬Ҳ���Բ��O(sh��)���g��������
�T��������߅������
����1.3.5 �njӷ�����Ԫ�g�IJ����������
�����nj��Ϸ�����Ԫ�gͨ���÷������ָ�����(d��ng)�����O(sh��)ӋҪ�������������r���ɲ��ò���������ࡣ�������������呪(y��ng)�����C⛆�Ƭ������������Ʒ��֧�п�ܲ��÷���̎�����
䓽Y(ji��)��(g��u)�����÷���
�ܷ��z�ܷ⡣��������c���w�Y(ji��)��(g��u)�ĺ��B�Ӳ���(y��ng)����
���W(xu��)��˨����(y��ng)���ú��еיC(j��)е
�^˨��
����
2 �o����ʩ����ˇ�O(sh��)Ӌ
����Ļ����ʩ���^���Юa(ch��n)���ĺ�����Ҫ��Ļ��
�B�Ӽ��c����g�ĺ��ӡ��B�Ӽ��c�B�Ӽ��{(di��o)����ĺ��ӡ��B�Ӽ��c�{(di��o)������˨�|Ƭ�ĺ��ӣ�ͨ�^����ʹ�䱣�C���a(ch��n)������λ�ƺ�
�ݼy�˿ۣ����CĻ���İ��b
��(qi��ng)�����o���Ӱ��b�Dz�ȡͨ�^��Ǻ͵��X�l���_(d��)����ֹĻ�����B���c(di��n)�a(ch��n)��λ�Ƶ�ʩ����ˇ��
����2.1 �o���ӵ��O(sh��)Ӌ����
�����o���Ӱ��b��(ji��)�c(di��n)Ҋ�D��
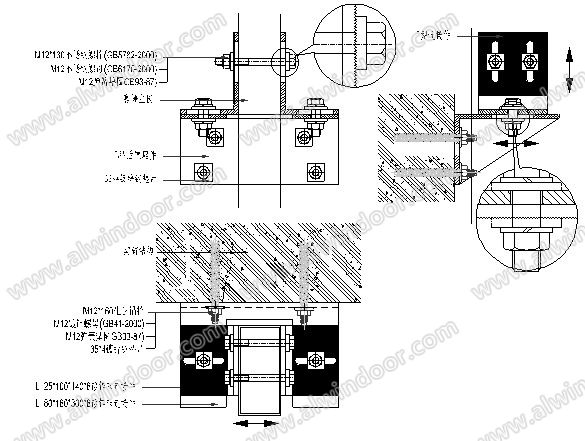
����2.1.1 ��?y��n)��≦�����н���Ļ�����ܲ����A(y��)�����ʩ������횲��ú�ֲ�������ֲ�����횲���
���W(xu��)�^˨�M(j��n)�й̶������W(xu��)�^˨���ܟ��Ӱ�
�^����(qi��ng)�ȣ���˻��W(xu��)�^˨�������挧(d��o)���^˨�ܟ�����͏�(qi��ng)�ȣ�����Ļ���ֶ����Â�(c��)����������ֱ�Ӳ���L�κ�ֲ������c���w�̶��˵�L�ͺ�ֲ�������ֱ��20mm�Ĵ�ף���ֱ��12mm��4֧���W(xu��)��˨ͨ�^��|Ƭ�͏��ɉ|�̶��ι̣� ���������ô�̎������
���d����(d��o)��λ�ơ�
����2.1.2 �c�B�Ӽ��B�ӵ�L�ͺ�ֲ�����һ�������_��ǰ���L���c�䴹ֱ�X�l����(sh��)�F(xi��n)Ļ���Ǽܵ�ǰ���{(di��o)����L���B�Ӽ���һ���_�������L���c�䴹ֱ�X�l����(sh��)�F(xi��n)Ļ���Ǽܵ������{(di��o)�����_��ǰ���{(di��o)�����L��L�ͺ�ֲ����c�_�������L��L���B�Ӽ���(j��ng)��˨�M(j��n)�й̶����̶�����˨���¶����c�L���ഹֱ���X�l�|Ƭ�cL�ͺ�ֲ�����L���B�Ӽ����X�l���Ǻͣ��_(d��)������λ��֮Ŀ�ġ�
����2.1.3 L���B�Ӽ���һ���_�������L���c�䴹ֱ�X�l����(sh��)�F(xi��n)Ļ���Ǽܵ������{(di��o)�����_�������L��L���B�Ӽ���(j��ng)��˨�c���Ǽ��M(j��n)�й̶����̶�����˨���¶����c�L���ഹֱ���X�l�|Ƭ�cL���B�Ӽ����X�l���Ǻͣ��_(d��)������λ��֮Ŀ�ġ�
����2.1.4 ��(j��ng)�^���S�{(di��o)���ѹ̶��Ǻ͵ĉ|Ƭ��䓼��X�l����˨�����ذ�����ĸ�Q�o���я��ɉ|����(sh��)����ֹ��ĸ�˿ۣ����Ļ���c���w�Y(ji��)��(g��u)���B�Ӱ��b��
����2.2 �o���Ӱ��b���|(zh��)������
�����o���Ӱ��b���|(zh��)�����Ƶ��P(gu��n)�I�c(di��n)����Ҫ��Q�X�l�ļӹ�����ӹ����ȣ�����Ҫ���C�X�lҪ�����ď�(qi��ng)�ȡ��X�l�ļӹ�����ͨ�^�C(j��)е�L���ӹ�����
�_���ӹ��@�ã���(d��ng)�����X�l�c
�������һ�rҲ����ͨ�^��܈�ӹ����ɡ�
����Ҫ���C�ļӹ��c��˨����Ͼ��ȣ���˨���ܲ���������˨���ݼy�⏽�c�ݗUֱ����ȡ�
�������˱��C��˨���˿ۣ�����GB/T 7244�����͏��ɉ|Ȧ����ֹ��ĸ�˿ۣ�Ҳ�ɲ��Ã�(n��i)����ͨ��ĸ����i�o��ĸ���p��ĸ�i�o��ֹ�˿ۣ�߀���Բ��Î�ֹ�˲۵���˨�͉|Ƭ��ֹ�˿ۡ�
����2.3 �o���Ӱ��b��(qi��ng)��
�����B�Ӽ��cĻ���Y(ji��)��(g��u)�B�ӕrһ������L�׃�(n��i)���{(di��o)�����@�r�X�l��Ҫ����Ļ����
�L(f��ng)���d����(d��ng)�c�����Y(ji��)��(g��u)���w�B�ӕrһ������L�������{(di��o)�����˕r�X�l��Ҫ����Ļ���������d�������X�l���X����ܵ��dzЉ����������X�l��(y��ng)Ӌ����Љ�
���d����������������Ҋ�D1��D2��

 ��һ�1234��һ�
��һ�1234��һ�