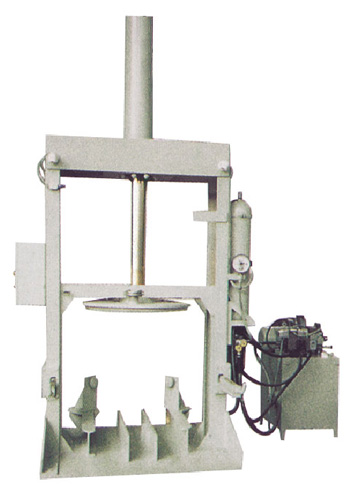
�������Ї�Ļ���W�����T���O���\ݔ���͑����S֮��ʣ�µĹ�������Ҫ�Ɍ��I�ļ��g�ˆTҪ���b�{ԇ�ˡ�����æ��������ُ�I�T���O���Ŀ͑��^�࣬���g�ˆT���ܼ��r���_���@����Ҫ�҂��͑�ҲҪ�˽�һЩ�P���T���O�䰲�b�{ԇ�ļ��g������С����Ҫ��Bһ�£���ΰ��b�{ԇ�����X�T���O���е�Һ���M�ǙC��
�����M�ǙC�İ��b�{ԇ���h����һ����Ҫ�M�ǙC�����b���������o�ۉm���o���g�Ԛ��w���҃Ȉ�Ӳˮ������ϡ�Ȼ��Ҫ�_�䶨λ���_��M�ǙC�Bͬ���b�����������bλ���ԣ����½M�ǙC�����ľo�������ʹ�ð��\���ߌ��M�ǙC�������bλ�á����������ӵء��M�ǙC�C����횽ӵأ��ӵؕr�����S�G�pɫ��ɽg���~�����������e��С��2.5ƽ�����ף��ӵغ�C���c���ӵ��c֮�g����葪С�� 4�Wķ�����ģ����Դݔ��늉�380V���l��50HZ���Դ�����壬�Ӛ�Դ������Դ���b�ڙC������Դ̎�����w�Ľ��^�ϣ��z��o©��≺�{����0.5-0.8MPa���������z����·�����C�w���w���_�������Һ�摪�������͘˵����ľ����ϣ��Է��ͱ����ա����͕r����120Ŀ�^�V�W�Vȥ�����е��s�|��
�����M�ǙC���{ԇ���E��
����1���������y���_������Һ�����Ӱ��o���^��늙C�����Ϸ��^��늙C��형rᘷ������D������������Ո�{�Q���ྀ������λ�á�ע�⣺���C����������10mpa���ڳ��Sǰ���{�ã��Ǽ��g�ˆTՈ��Ҫ�{�Ӊ����y��������F��������ɟo�^�pʧ��
����2��������ϵ����_�P�á��ӡ�������������ϵĕr�g�^����{����һ���r�g����λ�ӕr�{��2s-3s���˵��ӕr�{��3s-4s��
����3���������b�c�{����
�������b���Ǵa���Ͳ������o����λ��ǰ����45���ӿp̎������c���ʶ�λ��ǰ��90�Ƚǵ�픶ˡ����Ͳĸ߶��{������λ�K�߶ȣ�ʹ֮�c�Ͳ����m�����M�ǵ��ߵĸ߶��c�Ͳ��B�ӵĽǴa�߶����m�������ͲăȂ�������r�����Q����λ�K��ʹ֮�����뵽���g��ǻ�ȣ�������픵����ϣ��������λ�K�OӋ�ɻ��B�ӣ��Ա��Ñ����а��Ͳ��������N��λ�K��
����4�������cK��λ�ú͉�����ȵ��{����
�������B���Ƿ��ι̿ɿ����ܴ�̶���ȡ�Q�ډ����cK��λ���c�������H���{����
������1����Փ��K�c��λ�ڽǴa�������б߅�����L���ϣ����w���`������ֱ�ӌ��Ǵa����֧�κ��|��֮�g�����ڽǴa�Ȃȼ��|Ƭ���|Ƭ��ȵ����Ͳĵı�A��ֱ�Ӱ��Ǵa�������б߅������
������2����Փ�ϛ_�T����ԛ_�^�_���Ͳ���ڣ������@���ֲ��ω��ڽǴa���۵ײ���������ڰ���б߅�Ϟ��ˡ�
������3����K�cλ���ф������Ǵa������������HҲӋ������w�{�����E���£�
����a���o��������|������x�_�������M�����h����
����b�����_�P�á��΄ӡ�λ�á�
����c�������_̤�y��
����d������λ�K���\�ӣ������|�����Ƚ�������ֹͣ���_���г̽K�c����
����e�����_�����ϵ��̶���˨���o����λ����ǰ��λ�ÿɸ�׃���Ͳľo��������λ�K�ϲ�����ǰ���Ƅӡ�Ŀ����ʹ�M�ǹ��ߵĵ��ڌ��ʽǴa�ϵ�K�c��
����f���{�o����λ����ʹ�|����ڽǴa픽ǣ����Q�o��ᔡ�
����g�����_�P���ڡ��ӡ�λ�á�
����h���{���M�ǵ��г̣����Ƅӻ������M�ǹ��ߵ��ڣ����ʽǴa�ϵ�K�c�������뵽�Ǵa���۵ײ�Ȼ�����D�����ֱ�������С�г̣��ڹ����^����һ�����]���ͱں�
����i���{�����M�ИӼ�ԇ�_�����