����1 ǰ��
����6082�Ͻ�����Al-Mg-Siϵ��̎���ɏ������X�Ͻ��������е����������õ��������ܡ����g������Ҫ���ڽ�ͨ�\ݔ�ͽY(ji��)��(g��u)���̹��I(y��)������������ؙC����픘�(g��u)�ܺ���ؼ��b��ȡ� ��������S������(n��i)����ؼ��b��ͻ�w���M�İl(f��)չ���p�p���w���أ����������F�������X�Ͻ���ϣ��ѳɞ��X�ӹ��I(y��)�������I(y��)����Ҫ�n�}��6082�X�Ͻ�����еȏ��Ⱥ����õ����g�ԣ��������p����������ؼ��b�䲿����������ϡ����Č�6082�X�Ͻ������D�����a(ch��n)�M��ԇ��о����Դ_�����������T���D����ˇ�ƶȡ�
����2 ���T��ˇ
����2.1�ɷֿ���
����6082�X�Ͻ��Ͳ������W����Ҫ��ܸߣ�Ҫ���������������~�l���������ȡ����ИI(y��)��ٿ��ṩ����b��310MPa����Mg2Si������0.5%���ӵ�1.0%�r���Ͻ�Ŀ������������һ�����^�m(x��)���Mg2Si������ʹ���������Mһ����ߣ����ǺϽ����������Ժ͔D��׃������Ҳ�S֮���ӣ���Mg2Si�����˿�����1.2%~1.5%�����^ʣSi���Ͻ�ď�������кܴ��������ͬ�rҲ���������������ͺϽ�ĔD��������һ���^ʣSi����������0.2%~0.4%���ˡ�6082�Ͻ�߀������һ������MnԪ�أ�����ߺϽ���ٽY(ji��)���ضȣ���K�D���r�l(f��)���ٽY(ji��)�����ٽY(ji��)�������L������������Mn�����^�ߕ����ӺϽ�Ĵ�������ԣ�ͬ�r���γɴִ�ĺ�Mn�ڶ��࣬�����䌦�ٽY(ji��)���^�̵��������ã�߀��Ӱ푵��Ͻ��T�����ܣ��S��Mn����������ճ�������������½������Mn������������0.4%~0.6%�ķ�����(n��i)��6082�X�Ͻ�Č��H�ɷֿ��Ʒ���Ҋ��1��
��1 6082�X�ϽW�ɷ֘˜� ��λ��w%
|
Ԫ�� |
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Zn |
Ti |
Al |
|
���� |
0.7~1.3 |
0.50 |
0.10 |
0.4~1.0 |
0.6~1.2 |
0.25 |
0.20 |
0.10 |
���� |
|
��(n��i)�� |
0.9~1.1 |
0.1 |
0.06 |
0.49 |
0.8-1.0 |
0.04 |
0.01 |
0.08 |
���� |
����2.2 �T�칤ˇ
�������� 6082�Ͻ�����c�Ǻ��y���������~�l�����١����ИI(y��)��ٿ��ṩ��Mn��Mn�Ĵ���������(n��i)ƫ������Һ�^(q��)���Խ��ͣ����¿����������㣬�����T��ˇ��Ҫע�������c����һ���x����m�T��ضȣ��ض��^�ߕ�ʹҺѨ����ض��ݶȼӴ����T���������ӣ��a(ch��n)���T���Ѽy;�ض��^�͌����ͽ��������ԣ��a(ch��n)��������A���������ښ��w�ݳ�������۟��ضȑ�������730~750�淶����(n��i)����Ҫ��������C������ȫ�ۻ����ɷ־���;�ڶ��������T���ٶȣ��T���ٶ��^�ߕr����ʹҺѨ������쵽�Y(ji��)����֮�⣬���γ������Ѽy��ͬ�r�T��������׃����ƫ�����Ӵ�;���T���ٶ��^�͕r��ͬҺѨ�ڽY(ji��)����֮��(n��i)���a(ch��n)�������Ѽy�������ȱ�ݡ�6082�Ͻ���MnԪ�أ������˺Ͻ��ճ�ȣ��������Խ��ͣ��T���ٶ�ҲҪ�m�����ͣ�������80~100mm/min������(n��i)��
����3 ���|(zh��)��ˇ
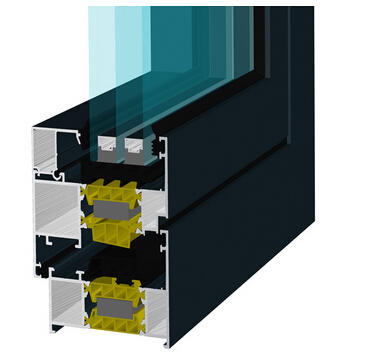
����3.1 �T�B(t��i)�M��
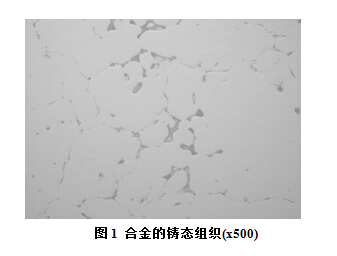
�����D1��ʾ��Ͻ��T�B(t��i)�����@�M�����ɈD��֪�Ͻ���T�B(t��i)�M����Ҫ�ɘ�֦���(Al)�����w���������ƽ������(AlMnFeSi)�;���M�ɡ���֦�����(n��i)ƫ�����أ��ɷֲ�������̎�Ĺ������ƽ������Ͻ�������в���Ӱ푣��T�B(t��i)�Ͻ����M�о���̎���������õĔD�����ܡ�
����3.2 ���|(zh��)̎��
����6082�Ͻ�ͨ�^����̎�����T��r�������̮a(ch��n)���ľ���(n��i)ƫ���p�ٻ������������B(t��i)Mg2Si��ȫ��������(Al)�У�������s��������Mg2Si�Լ�С�w����߶ȏ�ɢ�ֲ������w���~�l�����w�����ИI(y��)��ٿ��ṩ���У�Ƭ���ƽ�����(AlMnFeSi)�D(zhu��n)׃?y��u)��w����Ħ�(AlMnFeSi)����D2��b)��ʾ��
����ͨ�^����׃����6082�Ͻ�D�����܌��õ��ܴ���ơ�����(n��i)ƫ����ʧ�����͔D���r�������ӵIJ����������~�l�������ԡ����ИI(y��)��ٿ��ṩ������ߔD���Ͳ����~�l���Ͳġ����ИI(y��)��ٿ��ṩ���ı���❍��;�M����Ƭ��ִ�Al-Fe-Si����D(zhu��n)׃���������p�p�Ͳı����Ѽy�A���ƺϽ�ĿɔD���ԣ���ߔD���ٶȡ�

�������ψD���Կ�������(j��ng)������s�ٶȲ��H���T�V�ĽM���a(ch��n)��Ӱ푣�Ҳ���D���ھ���̎�����ͲĵĽM���a(ch��n)����ҪӰ푡�����s�ٶȡ�100��/h�r���S���T���ضȵĽ��ͣ��ߜؾ��r�����ڦ�(Al)���w�е�Mg2Si�����ĕr�g�������ֻ��L����D2��a)��ʾ;����s�ٶȡ�250��/h�r��������s�ٶȿ졢�r�g�̣�Mg2Si�]�г���ĕr�g�����L���dzʼ�С�w���ɢ�ֲ��ڻ��w�У���D2��b)��ʾ�����T����(j��ng)�^�D���ھ���̎��r�����ڔD��׃�Ο�����ã��Ͻ�ضȿ���������������Ĺ��ܜضȣ����Ǖr�g���m(x��)�غ̣ܶ�һ��ֻ�ж̕��Ď�ʮ�룬�T��������s�a(ch��n)���Ĵִ���������������ֹ��ܣ��Ͳ���s������w���^ͶȲ��㣬����߀�дִ��������ڻ��w�зֲ�����D3��a)��ʾ�����������rЧ̎�����Ͳĵ����W����;���T��������s�a(ch��n)���ļ�С�w���ɢ�ֲ���Mg2Si�t���Կ��ٳ�ֹ��ܣ��Ͳ���s��õ��^����w����D3��b)��ʾ���������Ͻ�����Ҫ���á�
 ��һ�12��һ�
��һ�12��һ�