������ƪ����(n��i)����[�Ї�Ļ���W(w��ng)]���������l(f��)����
�������p���|(zh��)���ȼ����ӄ���?
�������p���|(zh��)���ȼ����֞�һ�����p���������p���������p�����p�|(zh��)���ȼ��Ą��֣�GB50017��7.1.1�l��Ԕ��Ҏ(gu��)����

���������p������(j��)�Y������Ҫ�ԡ����d���~�l�����d�����ИI(y��)��ٿ��ṩ�����ԡ����p��ʽ�������h(hu��n)���Լ�������B(t��i)����r��������
����ԭ�t�քe�x�ò�ͬ���|(zh��)���ȼ���
����1. ����Ҫ�M��ƣ��Ӌ����������~�l�����������ИI(y��)��ٿ��ṩ���У������Ӻ��p�����������|(zh��)���ȼ��飺
����1) ��������ֱ�ں��p�L�ȷ���ęM�Ӻ��p��T�Ό����c�ǽӽM�Ϻ��p�������r����һ�����܉��r�������;
����2) ������ƽ���ں��p�L�ȷ���Ŀv�Ӻ��p���������
����2. ����ҪӋ��ƣ�ڵĘ����У���Ҫ���cĸ�ĵȏ��Č��Ӻ����p���躸�����|(zh��)���ȼ��������r�������ڶ������܉��r�˞������
����3. �ؼ������ƺ�����Q��50t���м������Ƶ�܇���������c������֮�g�Լ���܇������җU�c��(ji��)�c��֮�g��T�ν��^���p��Ҫ�������p��ʽһ��錦���c�ǽӵĽM�Ϻ��p�����|(zh��)���ȼ��������ڶ�����
����4. ��Ҫ����T�ν��^���õĽǺ��p�ֺ��Č����c�ǽӽM�Ϻ��p���Լ�����B��
�������õĽǺ��p�����|(zh��)���ȼ��飺
����1) ��ֱ�ӳ��܄������d����Ҫ���ƣ�ڵĽY���͵�܇���������ڻ����50t���м������Ƶ�܇�������p�����^�|(zh��)���˜ʑ����϶���;
����2) �������Y�������p�����^�|(zh��)���˜ʿɞ���������
����һ�����p���������p�ĺ��p�|(zh��)��Ҫ��������Ҏ(gu��)����?
����GB50205��5.2.4�l��һ�����p���������p�ĺ��p�|(zh��)������Ԕ��Ҏ(gu��)�����OӋҪ��ȫ����һ���������p�����ó���̽���M�Ѓ�(n��i)��ȱ�ݵęz����̽�����܌�ȱ�������Д��r���������侀̽�������(n��i)��ȱ�ݷּ���̽�����������ϬF(xi��n)�Ї��Ҙ˜ʡ�䓺��p�ֹ�����̽��������̽���Y���ּ�����GB11345����ۻ������ӽ��^�侀������|(zh��)���ּ���GB3323��Ҏ(gu��)����
����������(ji��)�c�W(w��ng)�ܺ��p����˨����(ji��)�c�W(w��ng)�ܺ��p���@��T��K��Y�ι�(ji��)�c���P�����p�����(n��i)��ȱ�ݷּ���̽���������քe���χ��ҬF(xi��n)�И˜ʡ�������(ji��)�c䓾W(w��ng)�ܺ��p����̽���������|(zh��)���ּ�����JBJ/T3034.1������˨��(ji��)�c�W(w��ng)�ܺ��p����̽���������|(zh��)���ּ�����JBJ/T3034.2��������䓽Y�����Ӽ��gҎ(gu��)�̡�JGJ81��Ҏ(gu��)����
����һ�����������p���|(zh��)���ȼ���ȱ�ݷּ��������±���Ҏ(gu��)����
�� һ�����������p���|(zh��)���ȼ���ȱ�ݷּ�
|
���p�|(zh��)���ȼ� |
һ�� |
���� |
|
��(n��i)��ȱ�ݿp����̽�� |
�u���ȼ� |
�� |
�� |
|
�z�ȼ� |
B�� |
B�� |
|
̽������ |
100% |
20% |
|
��(n��i)��ȱ���侀̽��
|
�u���ȼ� |
�� |
�� |
|
�z�ȼ� |
AB�� |
AB�� |
|
̽������ |
100% |
20% |
|
ע��̽��������Ӌ�㷽����������ԭ�t�_������1�������S�������p������ÿ�l���pӋ��ٷֱȣ���̽���L�ȑ���С��200mm�������p�L�Ȳ���200mm�r�������l���p�M��̽������2�����F(xi��n)�����b���p������ͬһ��͡�ͬһʩ���l���ĺ��p�l��(sh��)Ӌ��ٷֱȣ�̽���L�ȑ���С��200mm������������1�l���p�� |
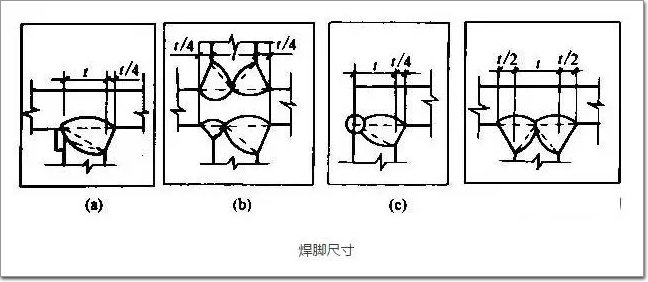
����T�ν��^��ʮ���ν��^���ǽӽ��^�ĺ��p�|(zh��)��Ҫ��������Ҏ(gu��)����?
����GB50205 ��5.2.5�l��T�ν��^��ʮ���ν��^���ǽӽ��^�ĺ��p�|(zh��)������Ԕ��Ҏ(gu��)����T�ν��^��ʮ�ֽ��^���ǽӽ��^��Ҫ�����Č��Ӻͽnj��ӽM�Ϻ��p���亸�_�ߴ粻��С��t/4(�Da��b��c);�OӋ��ƣ�����Ҫ��ĵ�܇������Ƙ����ĸ����c�τ������B�ӵĺ��_�ߴ��t/2(�Dd)���Ҳ�������10mm�����_�ߴ���ʂ��Sƫ���0~4mm��
�������p����ȱ�ݑ��_������Ҫ��?
����GB50205��5.2.6�l�����p����ȱ�ݿ�������Ԕ��Ҏ(gu��)�������p���治�����Ѽy��������ȱ�ݡ�һ�����������p�����б����ס��A���������Ѽy��늻�������ȱ�ݡ���һ�����p������ҧ߅��δ���M�������տs��ȱ�ݡ�
�����������p���������p�����^�|(zh��)�����_������Ҫ��?
����GB50205���A���������p���������p�����^�|(zh��)������Ԕ��Ҏ(gu��)����
�������p�ijߴ�ƫ������γߴ�ƫ��������Ҏ(gu��)����?
����GB50205���A����A.0.2�����Ӻ��p����ȫ���M�Ϻ��p�ijߴ�ƫ������Ԕ��Ҏ(gu��)������A.0.3�����ֺ��M�Ϻ��p�ͽǺ��p�����γߴ�ƫ������Ԕ��Ҏ(gu��)����
�������ɰ��εĽǺ��p���|(zh��)���ͺ��p�ĸ��^���_������Ҫ��?
����GB50205��5.2.10�lҎ(gu��)�������ɰ��εĽǺ��p�����p�����cĸ���g��ƽ���^��;�ӹ��ɰ��εĽǺ�������������������кۡ���5.2.11�lҎ(gu��)�������p���^���_�������ξ��������ã������c�����������c���������g�^���^ƽ�����������w�R���������Ƀ���
�������p�|(zh��)���z��������Ҏ(gu��)����?
����JGJ81-2002 ��7���� ���p�|(zh��)���z�飬�����p�|(zh��)���z���ӷ��������p���^�z�o�p�z�y����Ҏ(gu��)����