������ƪ��������[�Ї�Ļ���W]���������l����
����һ��ǰ��
������Ĥ������F��\��С������ͬ���Ѽy������Ĥ�ʬF�������y�ӵļ�С�Ѽy���t�Q�顰���������������ߣ���Ĥ���Ѽy̎��Ҋ���ӱ��棬�t�Q�顰�_������
�����X�Ͳ���̼��Ϳ�b���a�У������ѡ�����ʽ���������a���ϕr�^��Ҋ��ͨ�����F���Ͳ����ϰ벿�֣������ѡ��L�ȼs��1�ס��mȻ�����ѡ��F�����l������������̼Ϳ���r���^�F�����a�ɱ��^�ߣ�������F�����ѡ������ܷ�����ֻ�܈�U��
������˱���ͨ�^ԇ���{�Ṥˇ����Ĥ��ȡ��濾�ضȡ��濾�r�g���̻����������ȷ���̽ӑ�X���~�l���X�����ИI��ٿ��ṩ���Ͳ�Ϳ�b���a�Юa�������ѡ���ԭ��
������������
����(1) ����O��
�����ؑc�����X�S��ʽ��̼���a����
����(2)ԇ���Ƃ�
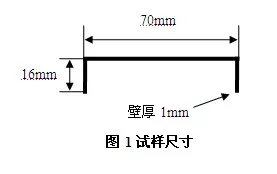
����ÿ������20֧6���L�Ͳ��M��ԇ�ߴ���D1��ʾ����ij���������^��Ķ�Ϳ��̼���ᣬ����ͬ���{�Ṥˇ����Ĥ��ȡ��濾�ضȡ��濾�r�g���̻����������ȗl���M��ԇ
����(3)���ܙz�y����
��������Ŀҕ�ķ������Ͳ������ѵIJ�λ�M�Йz�y��������ͬ�����ѳ̶��M���u�����˜����£�
����0-1�������o�Ѽy���������p��Ҋ�����Ѽy���͑��ɽ���;
����1-5�����������ѡ�Ҋ���ģ��̶�������������Ĥ���𣬿͑����ܽ��ܡ�
������20֧ԇ��Ͳ��M��ȫ�z�����e�����������ɼ{���u��ȡƽ��ֵ��
���������Y���cӑՓ
����(1)�{�Ṥˇ��Ϳ�������ѡ���Ӱ�
�����X�Ͳ�Ϳ�b���a�r��Ҫ����ʩ���h���ĜضȺ�������������m����ϡጄ����~�l��ϡጄ������ИI��ٿ��ṩ�����{���m����ճ����������Ĥ�ı��棬�Դ_����������Ĥƽ�����o��������Ƥ���Ơ�F��
�����ڜضȞ�18�棬������Ȟ�27%�r��ʹ�ò�ͬ�{�Ṥˇ�������M��ԇ���w��ˇ�������z�y�Y��Ҋ��1
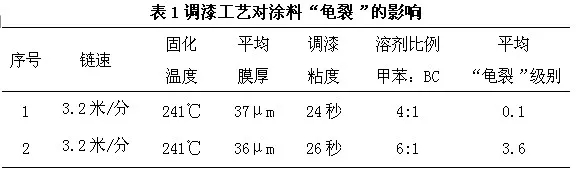
����ע���^β��֧��Ĥ���^�z�y�Y�����ɼ{��
����ԇ�����������ѡ��̶��c�{�Ṥˇ���ںܴ��Pϵ���{��Խ�ɣ������ѡ��̶�����
����ǰ̎�������^��ͨ������ǰ��ǰ̎�����㣬��Ҫ��Ó֬�c�t�����~�l���t�������ИI��ٿ��ṩ����ԭ�������^�ͣ��ճ��S�o�����������f���^���ס�ǰ̎���^���О���������aЧ�ʣ����Ҝp�ٺ���^���е��ܺģ�������^����ϼܣ��M���ܶ��b��̎�����Ͳġ�����һЩ�|���^ܛ���Ͳģ��������Ͳ����gλ�÷��ÙM�U�����۲��ֱM�����Ϸ��ã�������ˮ�ݵ����l��
����(2)��Ĥ��Ȍ�Ϳ�ϡ����ѡ���Ӱ�
����������ʹͿ���܉����o���ĺ��b����ã���Ĥ��ȱ���_��һ����Ҫ����GB/T5237.5-2008Ҫ��Ϳƽ��Ĥ���30��m����С�ֲ�Ĥ���25��m��
����ͬ���ڜضȞ�19�棬������Ȟ�32%�r���ڱ��C�������~�l�����ᡱ���ИI��ٿ��ṩ��Ĥ��һ�µ���r�£���Ϳ��ͬ��ȵ������M��ԇ���w�������z�y�Y��Ҋ��2
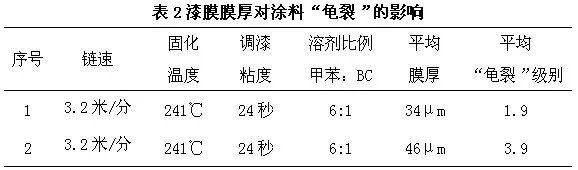
����ԇ�����������ѡ��̶��c������Ĥ��ȴ����^���Pϵ��������ĤԽ�����ѡ��̶�����
����(3)�濾�ضȌ�Ϳ�ϡ����ѡ���Ӱ�
����Ϳ�Ͻ���Ϳ��ƽ����Ҫ�ߜغ濾����ܹ̻���Ĥ����̼Ϳ��ͨ���濾�ضȿ�����230~240��֮�g���濾�ض��^�ͣ�Ϳ�ϸ��������_����Ҫ��
����ͬ���ڜضȞ�18�棬������Ȟ�28%�r���ڱ��C������ˇһ�µ���r�£�����ͬ�ĺ濾�ض��M��ԇ���w�������z�y�Y��Ҋ��3
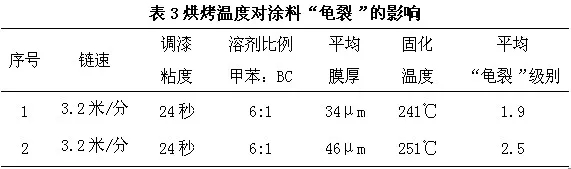
����ԇ�����������ѡ��̶��c�濾�ضȴ���һ���Pϵ���濾�ض�Խ�ߣ������ѡ��̶�����
����(4) �濾�r�g��Ϳ�ϡ����ѡ���Ӱ�
����������̼Ϳ�ϵĹ�ˇҪ����̻��l����230~240�棬8������ϣ��濾�r�g����t���ܟo�����C�����ƺ濾�r�g��Ҫ�ǿ��{��朗l����٣����S�̻��t���~�l���̻��t�����ИI��ٿ��ṩ������ٞ�3.2��/��犕r��230�����ϕr�g�s12��犣���ٞ�3.8��/��犕r��230�����ϕr�g�s9��犡�
����ͬ���ڜضȞ�20�棬������Ȟ�27%�r���ڱ��C������ˇһ�µ���r�£�����ͬ����ٿ��ƺ濾�r�g�M��ԇ���w�������z�y�Y��Ҋ��4

����ԇ�����������ѡ��̶��c�濾�r�g�����^���Pϵ���濾�r�gԽ�L�������ѡ��̶�����
����(5) �̻�����������Ϳ�ϡ����ѡ���Ӱ�
�������ڡ����ѡ�ͨ�����F���Ͳĵ��ϰ벿�֣��L�ȼs��1�ķ����ȣ���ˌ������ѡ�̎�c��������λ�Ĺ̻��t�������M�Мyԇ���Y����D2��ʾ
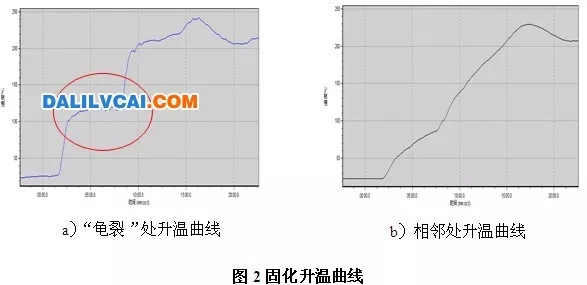
�����ĈD2�п��Կ������ڡ����ѡ�̎�Ĺ̻����������д��ڮ������������^������һ�Εr�g�ضȾS����120�����ң��������ء��ɴ˿ɱ����������ѡ��̶��c�̻������������ںܴ��Pϵ������ɡ����ѡ��ĸ���ԭ��
�����ġ��YՓ
����ͨ�^������Ӱ��X�Ͳ�Ϳ�b���a�Юa�������ѡ���ԭ��̽ӑ�����Եó��a�������ѡ��ĸ���ԭ���ǹ̻����ؕr��һ�Εr�g�S����120�����ң��@�����O��ԭ����ɵģ��O���д����M��
���������ѡ��c�{�Ṥˇ����Ĥ��ȡ��濾�r�g�����^���Pϵ���c�濾�ضȴ���һ���Pϵ��
������������ԭ�������a�r�����Բ��Ϳ�ϕr����ǰע����ƣ��l�F���}�����r�{����