����1Ó֬��2����ˮϴ��3����ˮϴ��4��ˮϴ��5��ˮϴ��6��ˮϴ��7ꎘO�۰�֬��ɫ�Ӿ��8UFˮϴ����������ˮϴ��10��ˮϴ��11���
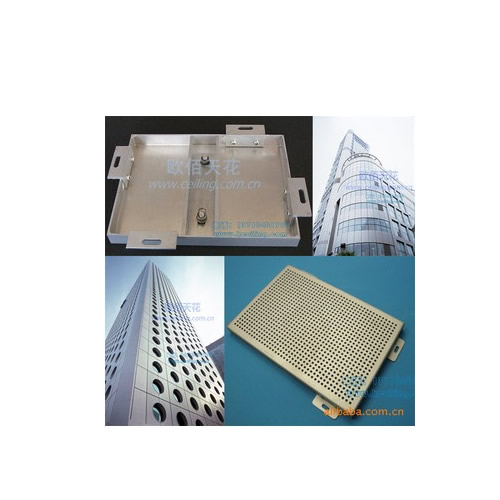
�����¹�ˇ�cԭ����y��ˇ����ڹ������Ϻ������S�࣬������ݣ�Ч�ʵõ���ߡ�����h�������OӋ��Ͷ�a�ĬF��ꎘO�۰�֬��ɫ�ӾͿ�b���a����������Ҫ�����X�Ͳ���T����܉���ϡ�
����һ����Ҫ�O�䣺
����1���Ӿ�ۣ�����PVC��������Һ���|ѭ�h�^�Vϵ�y�����Vϵ�y�����ύ�Qѭ�hϵ�y��ꖘO��Ĥ�䣬��Ҫ��Ϳ�����ڲ��о��x�ײ�10��20cm�����O�岻С��15cm������Һ����5��10cm����������0.2m/s���ң�ѭ�h��4��6��/С�r��
����2�����V�C�����V��ͨ�^һ�N��Ĥ���܌���Һ�БҸ�����ϣ��߷��Ә�֬������ض�ʹ��Һ�е�ȥ�x��ˮ�ЙC�܄����o�C�s�ӵ�ͨ�^��Ĥ�ռ��R��һ��ɞ鳬�V�BҺ����Ʒ�N�й�ʽ����ʽ���п��w�Sʽ����ʽ��Ŀǰ�Ծ�ʽ���п��w�S�^�࣬���б����x���п��w�S�����VĤ��KL-Q04�ͳ��Vϵ�y��������200L/h��
����3����ˮ�C���Ӿ����ˮ��Ҫ���^�ߣ��õļ�ˮ�DZ��C�ӾͿ�b���ܼ��|���Ļ��A�������x��Ğ�R-1000���B��ˮ�C������1T/h��
����4���Դ��Ŀǰ�����������ӾͿ�b�Դ�c���H�ϲ��õ��Դ�o����e�������І�Ъܛ���ӣ��Ԅ�Ӌ�r���ܣ������������ܣ��^����·���^�ر��o���ܣ��䲨�����ء�
����5����ύ�Q�C���x���M������׃�l���s�C��늿؆Οo���ƣ������Ɵ���y���ƣ�����ѭ�h����һ�C������á�
����6����ߣ������aƷ��Ҫ���OӋ
����������ˇ������Ҫ�����£�
����Ó֬����������Ҫ��ȥ�X�Ĺ������������Ƥ���͝n�������x����h����������Ó֬��K-301�����5��8%�r�g5��8min�����ء�
��������ˮϴ��������ȥ�����A�p�еĚ���ʎˮ�������۹���Ҫ��PH��5.5��늌��ʡ�180��s/cm���r�g��1��犡����
 ��һ�12��һ�
��һ�12��һ�