����
�ġ� ��Ļ��ʩ�����b
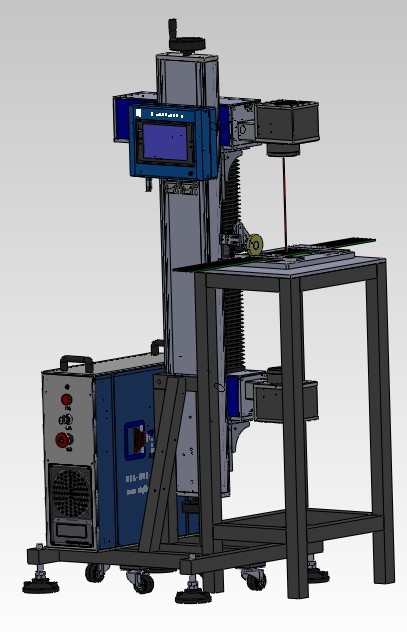
�����w�ֵİ��b����֞��岿�֣�1��䓼ܼӹ���2��䓼�
���b��3������X�尲�b��4�����P��������b��5���w�ֵ��b��
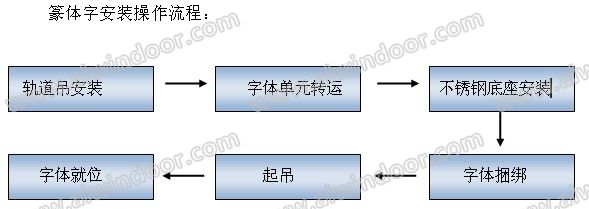
�����w�ֵİ��b��ˇ���̣�
�����y���ž� ��
����������mƫ ��䓼ܼӹ������b �� �����X�����ǰ��b �� �X�尲�b �� ע�z �� ���@ǰ
֧���{������1.8m �� ���b�Q���������P�֧�� �� ���b�M�Q��� �� �M�Q����{����ʩ���A
���� �� �w�ְ���̖���b��λ��
����
�����ЃH�������Y�����ֆ�Ԫ��ʩ���M�н�B
����1�����P��������b
������Ļ�������У����P���������Ļ��������
�������M�Q�γɾW��Y�����Q������ÿ��1����ÿ�����ɂ��S��֮�g��2�����M���������njӸ߶Ȳ�ͬ��ÿ�ӵĔ���Ҳ��ͬ��4-15�Ӟ�6�Ӹߣ��M��������5����15-18�Ӟ�5�Ӹߣ��M��������4����19-43�Ӟ�4.2�Ӹߣ��M��������3������Ҫ���ϣ���14���P�������19�����£�����12���P�������19�����ϣ������P�ʮ�����ۡ�
�������P��������bλ�þ��x��������700mm���ң��������ò���Ļ��ʩ���õĵ��@���o��ʩ�������ڲ��P��������b֮ǰ�����Ȍ�늄ӵ��@��֧�ۑ�����ǰ֧��1.8m���ҡ������Ļ��������䓼ܶ��ֲ����S���ϣ���ˣ��ڰ��b���P������r������ÿ�ɂ��S����һ�����b��Ԫ�M�а��b��
����
���b��ˇ��
�����Q���P�֧�ΰ��b �� �Q���P��������b �� �M���P��������b �� �վo���A�����{�� �����b���P�ʮ������
��
��1) �Q���P�֧�ΰ��b
�����Q���P�֧�ΰ��b�֞�ɲ��֣��������P�֧�κ�б�Ρ��Ȍ��������P�֧�ΰ��b����
�����z�p���A�����IJ��P䓶�Ƭ�ϣ��˶�Ƭ����ڲ������b֮ǰ�Ȱ��b���Q���X�����ϣ����ٌ�б���b���A�����¶�Ƭ�ϣ�Ȼ���B�ӑ������P�֧�κ�б�Ρ�
����
2) �Q���P��������b
����ÿһ�����P����϶����X��ƾ�̖����������L�Ȕ��֣������Q��֧�ε��g���x���P������Ì��õă����ǰ�����˨�Q��������������ϣ������£��Ķ�Ƭ�ϣ��Q�o��˨���ɡ�
����
3) �M���P��������b
�����ڌ��g̎�����ÿ�����ɂ��S���g�Ѓɂ��Q���P�֧�Σ���ԓ��λ�ęM���P������ֳ����Σ�����ęM���P����t����S���gͨ�L��ͬ�ӣ�ÿһ���M���P�����Ҳ�����X��ƾ�̖��������ͬ���g���x���P������Ì��õă����ǰ�����˨�Q������������M���Ƭ�ϣ��Q�o��˨���ɡ�
����
4) �վo���A�����{��
�����M�Q������b��ɺ��վo��������Ì��õ��A�����O��̓x�����o���ʩ���A�����������ʩ���A�����Ĵ�����Ȍ����
����λ�õ��Q������λ�ڸ����g̎λ�õęM�����M��ʩ���A�������ٌ�λ�ڸ����������λ�õăɸ��Q������λ�ڸ����gλ�����µăɸ��ęM�����M��ʩ���A�����������M��ʩ���A����ֱ��������������A����ʩ����ɡ�
���������P����A������ʩ���^�̑������������M�У���һ������ʩ�ӵ��A�������_����K�A����ֵ��20%����ȫ�������һ��������ɺ����ķֲ��ߴ��M��һ�Ώͺ˜y�����ϸ���M�еڶ���������ʩ�ӵ��A�������_����K�A����ֵ��80%�����_�������c��߅��֧�νY���o������r���M�е������������_����K�A����ֵ��
����
A�������ʂ�
�������b����
֧�����͉�ǧ�����픲���
����M���Ϻ��҂��Q�������������λ�������͉�ǧ����c�͉������B�ӣ����z���B���Ƿ�ɿ������A���OӋ�õĜy�������c��������y���x���z���Уӆ����y���x���z�鲽Ԓ�C��ͨӍ�O��,�_����������ͨ���j���rͨ��;
��
��B��ԇ����
�����ڜʂ乤���Y�����_���͉����M��2-3��ԇ����,�ԙz�鏈��ϵ�y�ęC���Ƿ�������ԇ�����r������
�����������^�������OӋֵ��10%���ڴ_������ϵ�y�C�߹��������ɿ�������͉�ǧ���;�֏͏���ǰ��ʼ��B��
����
C���������
�����_���͉���,�ڹ��̿�ָ�]��ָ�����M�Џ����������^�����͉��ÿ����ˆT�����C�B����ͬһ�͉��õ��ϵ�ǧ��픹���һ�£����֕r��ӛ�ǧ��픵�
�����L�ȣ���������L�ȣ������A���OӋ������ֵ�M�Ќ���,��������ָ�]��ָ���M���{�����M�����C�M�����Q���ď����f�{һ��.
���������^���Мy���ˆT���r�����W��׃�ο����c�M�бO�y��ӛ䛣������A���OӋ��׃��ֵ�M�Ќ��Ⱥˌ�,�l�F���W��׃�γ��^���c�A���OӋ��׃��ֵ�����ϕr������濂ָ�]ֹͣ����������ԭ���ڲ�ȡ��Ҫ�Ĵ�ʩ���^�m����ʩ����
�������_����һ�A���OӋ
�A�o�����~�l���A�o�������ИI��ٿ��ṩ��20%��ֹͣ����ʩ�����ԏ���Ӌ�y�����֮�����������W�Y�����O�ÿ����c���������W�����^���еıO�y���R�c���z���Q������ֵ�����R�cλ��, �б�Ҫ�t�{�����֙M�����Q����100С�r���y�M�Q������ֵ,����ֵ�����_����ٴ��{����
�����ڶ��A�Ώ���ʩ��
�����ڵ�һ�A�Ώ���ʩ���Ļ��A���M�еڶ��Ώ���ʩ��,ʹ���W�wϵ���A�o���_���OӋ�A�o����80%������ʩ�����O�y���ƹ�ˇ���յ�һ�A��ʩ���M�С�
���������A�Ώ���ʩ��
�����ڵ�һ�A�κ͵ڶ��A�εď���ʩ���Ļ��A���M�е����Ώ���ʩ��,ʹ���W�wϵ���A�o���_���OӋ�A�o����100%������ʩ�����O�y���ƹ�ˇ���յ�һ���ڶ��A��ʩ���M�С�
����
D���z���{��
�����z����������ֵ�����R�cλ��, �б�Ҫ�t�{�����֙M�����Q����
����
5) ���P����۰��b
�����ڲ��P������b���{ԇ��ɺ��ڙM�Q������沿λ�ò��P�ʮ���������o�M�Q�����
����
2�������w���b
������Ļ�������У��w�ֵİ��b�փ��A���M�У���һ�A�ΰ��b17�����µ��w�֣��ڶ��A�ΰ��b17-43�ӵ��w�֡�����w�ֵĹP���^�࣬���Һܷ������ټ���ÿ����֮�g���йP������塢�B�ӣ�����ڼӹ����\ݔ�Ͱ��b����˾�ڼӹ��r����ÿ�ɂ��S���g���µ��ϵ���ϵ�y�M���࣬�ֳɟo����С��Ԫ�ӹ���Ȼ����̖���\ݔ�Ͱ��b�����Տ��µ��ϵľ�̖���M���͌�ʩ��
����1)܉�������b
������Ļ�������У�����17�����µ��w�ְ��b������܉��������ʽ���b��܉����������ʮ�ˌӣ��ڰ��b18�����²���֮ǰ���Ȍ�܉�������b��λ��
����2) ���w��Ԫ�D�\���
������F�����تMС�������w�ֵij�Ʒ���o��ʩ���r�����w��Ԫ�yһ����ڹ������T�����⽨���R�r���ȣ����b�r�����վ�̖����ð�K�\ݔ܇�D�\�����cλ�á���5000ƽ���Ļ��ؿ��ԝM��30000ƽ�����ֵ��D�\���A�档
����3) ���P䓵������b
���������w��Ԫ���K�\������c������Ҫ�z�����w��K�Ƿ���ã��鿴��̖�Ƿ����_��Ȼ���������w��K�A���������ϣ��Q�o��˨��ע�⣺�����IJۿ�Ҫ�c����ķ���һ�¡�
����4) ���w����
�������������b��ɺ����D�\��ؓ؟�ý��������w��Ԫ��K�����ι̣����cҪ�������w�����IJ�λ�����C���w��K���\�^���е����wƽ���ԡ�ͬ�r�������w��K�¶˵ăɌ���ϵ�σɸ��|�L�K����ֹ���w��K�ڿ������L�����������ص�Ӱ푮a�����D��ײ�����w��K��������Ʒ��
����5) ���
����a�������������ʂ䵽λ���ڵ�����̖�T��ָ�]�£����С��܇˾�C���µ��^���ӽ�����r���p�����^�ٶȣ�������̖�Tָ�]ͣ܇���ȴ����졣
����b�������D�\�M�������õ����w��K���ڵ��^�ϣ���ס���w��K����ֹ�΄ӣ�С��܇�_ʼ����������0.5m���_�J�������ˆT��������c���x��С��܇�������У����ӕr�������\�У�Ȼ���ӿ��_��ȫ�١�
����c�������^���У�ע�Ᵽ�ք��٣�ƽ�����С�һ�����������̺߳��M��׃������������ƽ�����ڵ��_��λ�_�P�r��Ҫ�p��ͣ܇������^�����������L�E�𣬑����������£�ֹͣ���\��
����6) ���w��K��λ
���������w��Ԫ��K��������ָ��λ�ú��@�����w���b�ˆT�Ì��v�Cָ�]С��܇�����ˆTֹͣ���������@�����w���b�ˆT���Ò���䓽z�K�ϵ��քӺ��J�M���{����λ���{���������۵�λ�ã����C������ÿ������w����ĵ������ۃȣ����������~�l�����塱���ИI��ٿ��ṩ����ס������Q�o��˨���ɵ����^���~�l�����^�����ИI��ٿ��ṩ���������������
�������������g��ʩ
����1���w�ְ�K�^�����\ݔ�Ͱ��b�^�����y����l����ײ�������ó�Ʒ���o����˾���������w���渲Ĥ�⣬߀������ÿһ����K���w�P���Ķ��^����һ��50cm�L������p�Ƶ��o�ף��o�׃��ú��d�����w�P�����^�����������w���b��λ���Ƚ����ײ�o���پ�λ���b��
����2�����Q䓼ܺ��w�ֵĵ��b���}����˾�M��18�Ӻ�����Ӱ��b܉�����������w�ֺ�䓼ܵ��b��
����3�����P��������b��ɺ���Ҫ���A��ʩ���A��������˾���Ŀ������{4�����I���g�ˆT�͌��õ��A�����O�䡢�x�����F�����o���ʩ���A�������������A������У�ˡ�
����4������w������������Ҏ������_��6.5m��9.5m����˾�M��ÿ���w�ָ������νY���փɵ����ֽ��3����K���ֽ�ԭ�t�����ҽY���Q��ֶΡ����½Y��������Y���M��ֶΡ�ʹ֮�˜ʻ���Ҏ�ɻ���ģ�K�����@�Ӽ������ڼӹ����\ݔ��Ҳ���㰲�b��
 ��һ�123456��һ�
��һ�123456��һ�
���ՏV�������λ�ںϷ������Ļ��
^�ь�·�c���T·���ڣ��o�����Z�����ľ��^�������Ї������ԁ�����ʡ�����Ļ�ϵ�y���OҎģ���Ͷ�Y���~��ࡢ�������Rȫ�����g�O�������M������һ���ďV���ҕ���O���̣�Ҳ�ǺϷ�