�����wՓ
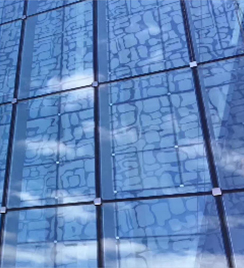
����Ŀǰ���҇���������Ʒ�|��Ҫ��ҲԽ��Խ�ߣ����y������ʩ��������Խ��Խ���ܝM��F������ľ�ס����;�����a�I��ϵĸ������ڲ������F�����˜ʻ������I�������s�����a��˼·�·���;�b��ʽ�������ؘʻ��OӋ�����S�����a���b�仯ʩ������Ϣ�����������ܻ�����,�ǬF���������I�������a��ʽ;���F���ܡ���ˮ�����ġ����r����ʡ�˹�������p�ٽ��������͓P�m�����F�Gɫʩ������ˣ��ƏV�b��ʽסլ��һ�l���еİlչ֮·��ͬ�rҲʹ���b��ʽ������Ҏ�����OӋ�����a���\�I�����a�I��Ј�Ҳ���˸���İlչ���g��
����2016��9�£�����Ժ�k���d���P�ڴ����lչ�b��ʽ������ָ����Ҋ��ָ���������b��ʩ��ˮƽ��������I�аl�����c�b��ʽʩ�����m���ļ��g���O���͙C�ߣ���߲�Ʒ�������b��ʩ���B���|����������ȫ���ܡ��Ą���I����ʩ���M����ʽ�����оGɫʩ�������ýY�������c�ֲ���헹��̅fͬʩ����ģʽ��
�����b��ʽ�����У�������Ʒ��܇�g���a�ӹ����A��Ʒ��ģ�K�������F����Ҫ���b�����I���@�c���y�����OӋ�cʩ��ģʽ�l�����׃�����S���b��ʽ�������g�İlչ���F���T�����b���a���g���ܝM�㽨�������o�Y��һ�w���OӋ�cʩ����Ҫ��;�T���ǽ�������o�Y�����������֔_�Ļ������ϣ��c�������o�Y�����������֣������w��������ȣ��T���ٱ����p�|������������������������������ĭh����
�����F�е��T�����bʩ����ʽ�������ڹ��S�ӹ������ڽ����Y���T�������а��b��ɺ��ٰ�����ʩ���M�ȣ����ΰ��b���ȡ���������������b�^���ǰ��Ʒ���b���c����ʩ�����ͽ������I�������T����Ʒ�Ɠp����Ⱦ�����ⰲ�b�߿Չ�����L�U;ͬ�r���������ʩ����Ҫ���ͽ����M�ЬF�����Ʒ���b������������T���p�ģ��������ܡ�ˮ�������~�l��ˮ���ԡ����ИI��ٿ��ṩ����������������Ч���ϣ�Ӱ���������Ч����������K��Ʒ�|�����y�õ���Ч����;��ˣ�Ŀǰ�Ľ����ⴰ�aƷ�����a�����b�����������ڴ�Ҏģ���I�����a���|�����Ƶ����ء�
�������QĿǰ���ڵĆ��}����Ҫһ�N�b��ʽ����������ϵ�y��һ�N���ͽY���Ľ����ⴰ�ӹ������b���g�����F�X�Ͻ��T���IJ������b���ܷ�������������b�{ԇ�ȹ����ڹ��S��һ���Լӹ���ɣ����̶ȵĜp�ٹ���ʩ�����b�h�����������ⴰ��������b��ʽ�����Ɍ��F��ԭ�t�M�зֲ��OӋ���ڹ��S�����ɪ����Ć�Ԫ���F���M��ƴ�b�M�ϡ�
�����аl�b��ʽ�������ܴ�ϵ�y���c���y���ܴ���ȣ������������x���b��ʽ�T�����g�������F���T���aƷ�Ę˜ʻ����a������ȵĜp���T���F�����bʩ�����p�٬F�����b��������������ʩ����ȫ�ԣ��s�����T�����b����;ͬ�r���^�ֹ����ڹ��S����ɣ�ʹ�F�����b���T���|����Ӱ푳̶Ƚ�����ͣ��������T����Ʒ���w�|����������
����1 �������T���ИI���b���g�F��
�����F�е������T���ИI���X�Ͻ��T�����b��Ҫ�ЃɷN������
����1.1 ���b���~�l�����b�����ИI��ٿ��ṩ����
�������X�Ͻ�ֱ�Ӱ��b��δ�������bĉ��w�T�������ϣ��ډ��w��������I�br���T�������g϶�M��������ˮ�ܷ�̎��(���ԡ��X�Ͻ��T�����̼��gҎ����(JGJ 214-2010))��
�������ڝ��b��ʽ���w��������I��ˮ��ɰ�{�Ȳ����Լ������Ќ��X�Ͻ��������Ⱦ���Ɖ��^����,���X�Ͻ��T�����̼��gҎ����(JGJ 214-2010)��Ҏ�����X�Ͻ��T���˲����ɷ�ʩ����ʽ���X�Ͻ��T���İ��b�����҃ȂȻڃ��M�С�
����1.2 �ɷ����b��
�����������w�T�������A�Ȱ��ø�������������w�p϶�M����䡢��ˮ�ܷ�̎�����ډ��w���ڱ����b����I֮��ɺ��T���̶��ڽ��������ϵİ��b������(���ԡ��X�Ͻ��T�����̼��gҎ����(JGJ 214-2010))��
�����ɷ����b�������̞飺1�ʂ乤����2�y���ž���3�_�J���b���ʡ�4����̎����5䓸��š�У�����̶���6����ʩ��(���ߌӽ���)��7��������Ĩ���տڡ�8���b�T�����9�{���̶���10���b���������z��11���b���{�����ȼ�������12�T�����ܴ��z��13�������b��14��������ϴ�T����15�z����ա�
����������ɷ����b���g���ИI����Խ��Խ�࣬�F�еĸɷ�ʩ�����b���g�飺���þ���䓹����鸽�������X�Ͻ��c�Y�������B�ӹ̶������������ȡ����������������T���ܷ�������~�l���ܷ���ϡ����ИI��ٿ��ṩ���ȷքe�M�а��b���@�N�ɷ����b���g�͂��y�ĝ��b��������ڳ�Ʒ���o��һ���̶��Ͽs���˰��b���ڡ����ھS�o���Q����߰��b������������Ȼ���������}��
����(1)䓸���Ӱ��T���Ĺ��ܱ������ܣ��F�еķ����о���䓹����鸽�������X�Ͻ��c�Y�������B�ӹ̶�����������]�и���Y������ʹ�T���c�Y�����B��̎�顰�������Ӱ��T���Ĺ��ܱ���Ч���롣
����(2)�F��ʩ�������L��������Ⱦ���أ������ȡ����������������T���ܷ���ϵȷքe��ʩ���F���M�а��b���T����ʩ��������Ȼ�^�L����ʹ���H�\���Љ��w��������I�c���b�X�Ͻ�ɂ������Ȼ���_�����y��ʹ�ð��b���ȡ����������������T���ܷ���ϵȲ���֮ǰ�S������ʩ�����M�У�һЩ�X�����Ѱl���p�ġ����������w��������I��ˮ��ɰ�{��Ⱦ��
����(3)Ӱ�ʩ����ȫ���aƷ��Ʒ�|�����F�еĸɷ����b���g�кܶ������������M�У�ʩ���ˆT�İ�ȫ���^��e�DZ���ʩ���ܼ���Ӱ�Ҳ�^���أ����������ں��䐺�ӭh������������ַ��y�Ա��C��Ӱ푮aƷ��Ʒ�|����
����(4)�C�Ͻ����pʧ�^�ߣ������Ȳ����Ĺ��S�\ݔ�����b�F����ΰ��\���bж���F���惦������Ɠp������;ʩ�����b����������Ч�ʵ͡��|���pʧ���ӡ��˹����\ݔ���M�����ӡ�
����2 �b��ʽ�������ܴ��аl��Ŀ��
��������ȫ�µ��X�Ͻ��T��ģ�K�����a���b���g���OӋ�_�l��һ���X�Ͻ������T��ϵ�y��Ҏ�ܬF���X�Ͻ��T�����g�ıˣ���׃�X�Ͻ��T�����y�ӹ����b˼�S��ʽ����Ч���s��Դ;�OӋ�_�l���X�Ͻ��ܴ�ϵ�y�܉F��
����(1)���������w�T���������^��Ķ��ڲ�ֳ�С���ڣ��ָ�ɶ�����ɂ����ϵĆ�Ԫ�����ա�����ģ���f�{�˜ʡ�(GB/T 50002-2013)���������T�����ڳߴ�f�{Ҫ��(GB/T 30591-2014) ���ղ��Ϲ�ʡ���������a�ӹ����\ݔ�����b��ԭ�t�M�Ѓ������_����Ԫ���ڵ�Ҏ���F��Ʒ���˜ʻ���ģ�K���ӹ����a�c���b��
����(2)�X�Ͻ��T���Ĵ����ȡ����������������T���ܷ���ϵȷքe�ڹ��S�Ȱ��b�{ԇ�ꮅ�����aƷ���S�r���Ʒ��;�F��ֻ�M�г�Ʒ�����b�����F���b��ˇ�ĺ��λ����˜ʻ�,�p�٬F�����b�����������s���T�����b��ʩ�����ڡ�
����3 �b��ʽ�������ܴ��аl���_�l˼·
����3.1 ��헻��������OӋ
����3.1.1 �����OӋ
�����A�Ƹ����T���A��ģ�K���Ͳ���ʹ�Ô��������Ͳ�(���lʽ��ע�zʽ����)�����ᘋ��Č��ȿ��Ը�������ָ�˵�Ҫ���M���{���������b��ʽ�T���ӿ��OӋ���Æ�ǻ�Y�����ɷ������һ���O���������ز���(�۱����ϻ��۰����D�ܲ���)���܉���Ч����K��Ԫƴ��ǻ�w�Ȳ��Ŀ՚���ͨ������Ч�����^����ͬ��ܴ���ͬ�rҲ���˸������������á�
����3.1.2�ܷ��OӋ
�����b��ʽ�����T��ϵ�y���ܷ��OӋ���P��Ҫ,�T���A��ģ�K֮�g���ܷ⡢�T���A��ģ�K�c�A�Ƹ���֮�g���ܷ⣬�ܷ☋����Ãɵ����ϵ����z�l�M���B�m�ܷ�;�����A�Ƹ����c�T������֮�g���ܷ☋���OӋ���������Y����ʽ�IJ�ͬ�M����ᘌ��Ե��OӋ��ͨ����r���A�Ƹ����c�T������֮�g���M�б��طָ���ʹ����ˮɰ�{���~�l����ˮɰ�{�����ИI��ٿ��ṩ���M����p̎�����A�Ƹ����c�����ڃ������֮�gʹ�÷�ˮ���z���M���ܷ�̎����
����3.1.3��ˮ�OӋ
������ˮ�OӋ���b��ʽ�����T��ϵ�y�����y����һ����Ҫ���£��b��ʽ�����T�����Բ�ȡ�p�ӷ�ˮ�OӋ�����T���A��ģ�K�����ķ�ˮ�OӋ���²��A�Ƹ���ȵĵڶ��ӷ�ˮ���OӋ,�������T���A��ģ�K���O�õȉ���ˮ��֮�����²��A�Ƹ����c�T���A��ģ�K�B��λ��Ҳ�_�O��ˮ�ס�������r���M��ǻ�ҵ���ˮ������ˮֱ�����T���A��ģ�K�ϵ���ˮ��ֱ���ų������T���A��ģ�K�c�A�Ƹ���֮�g�ܷⲻ������ɵ���ˮ�B�����T���A��ģ�K��ˮ��������ɵ�©ˮ�Լ��Ͳ�ǻ�w�Ȳ�������ˮ�ɽ��^�²��A�Ƹ���ĵڶ��ӷ�ˮ����ų���
����3.2���b�����OӋ
�������b�����OӋ���b��ʽ�T���Ļ��A�OӋ����Ҫ���OӋ�c���ډ��wֱ���B�ӹ̶����A�Ƹ���Y�����A�Ƹ���������cĿǰ�ձ���õĸɷ�ʩ������Ƹ���һ�������еĴ_���T���ӹ��ߴ硢Ҏ�����bλ�á��҃��≦�w�^�ɵ��������⣬߀Ҫ���]�M������Ҫ��
����(1)�m��������Y����ʽ(�磬���K�������������)�İ��b����
����(2)�܉�����T���A��ģ�K�ĸ�����d(�L���d�����غ��d��);
����(3)�A�Ƹ����A���п��c�T���A��ģ�K��Ҫһ�w�������OӋ;
����(4)���]�ӹ����b��ˇ�ĺ��λ����˜ʻ�;
����(5)��ͬϵ�С���ͬ�aƷ��ʽ��ͨ�����OӋ;
����(6)�OӋ���ĉ����Y�������F�T���A��ģ�K���҃Ȃ��M�а��b���ж;
����(7)Ҫ�߂����չ�ԣ����]�c�����Y�����ף������ô��_�塢�����ϵ�y�ȡ�
����3.3 �ӿژ����OӋ
�����T���A��ģ�K֮�g���T���A��ģ�K�c�A�Ƹ���Ľӿژ����OӋ���b��ʽ�T��ϵ�y���P�I���OӋ��Ҳ���b��ʽ�T�����g�аl���y�c���ڣ�����Ҫ�C�Ͽ��]�B���������T��������Ч��������b���g���T���A��ģ�K�ߴ��`������أ����OӋ�r��Ҫ���]�M�������cҪ��
����(1)�T���A��ģ�K�c�A�Ƹ����A���п�Ľӿژ����OӋ�܉���Ч���Ն�Ԫ׃��;
����(2)�T���A��ģ�K�c�T������D�����B�Ӳ�λ�����ƵĘ����OӋ;
����(3)�ӿژ����OӋ���]�T���A��ģ�K�B�Ӻ�M��������b���g�����d����Ҫ��;
����(4)�ӿژ����OӋ���]���M���T���A��ģ�K�B�Ӻ��T�����ҕ�挒�ȵ����Ҫ��
����3.4 ��ˇ�OӋ
����3.4.1�A�Ƹ���
�����b��ʽ�T���A�Ƹ���ֱ�ӳ��ܴ��w�����^���ĺ��d ,��Ҫ���C���ȵ���Ҫ,߀Ҫ���]ʩ�����b�ķ������У������A�Ƹ���ĽDz��B�Ӳ�������B�ӵķ�ʽ���@�Ӽȿ��Ա��C�Dz��B�ӵď���Ҳ�܉���A�Ƹ���ֲ���U�����~�l���U�������ИI��ٿ��ṩ������ʽ�\ݔ��ʩ���F�������M�нM�b����ȫ�����ݡ�
�����T���A��ģ�K���b���A�Ƹ�����A�Oλ�úȂȰ��b�����X�Ͻ������B�Ә��죬�����L���ĺ��d��������Խ���c�A�Ƹ���ć��ϲ��־͕�Խ�o�������Ʉ�,�c�A�Ƹ����γ�һ�w������Ҫ���Q����Ҫ��ж�r,ֻ�茢�B�����ж�£������p�����£��Ķ��_���ι̡����㡢�ײ�ж�Ȍ��ù��ܡ�
����3.4.2 �T���A��ģ�K����
�����T������Â��y�Ćα۹�ĸ�ϵ��OӋ��ʽ���Dz��B�Ӳ�������B�Ӳ�ʹ����ˮ�z���~�l����ˮ�z�����ИI��ٿ��ṩ���|��Ϳ�z���~�l��Ϳ�z�����ИI��ٿ��ṩ���M���ܷ⣬�Q���T����ͨ�L�����T���A��ģ�K�Ȳ�����ͦ�B�ӹ�ˇ���������b���졢����b������c�F�еij�Ҏ�T�����g���ݡ�
����ͨ����r��һ���M��ָ��OӋ��һ���T���A��ģ�K����Ԫ�O���Է����\ݔ�����\�ͬF�����b��ԭ�t��һ�㲻�˲����^3�O������Ԫ���K�w�������˳��^100kg����Ԫ�c��Ԫ֮�g��ȡ�Q���M��ƴ�ӡ�
����3.5 �X�Ͳ����Y���OӋ
�����b��ʽ�������ܴ��ͺϸ����ͲĞ�������������X�Ͻ��Ͳģ��Ͳ����҃Ȃ��Ͳġ�������Ͳġ��������M��;�ͲĞ���ǻ������ǻ���ϽY�����γɌ��õ���ˮǻ������ǻ���������Ȳ��O�����ɿ�ǻ���������Ͳijɱ����ֿ��Բ�������Û���a�����������}������Ͳĵ������������w���ظ������ܡ�
����4 �P�I���g
�����b��ʽ�������ܴ�ϵ�y�OӋһ�N�A�Ƹ����A���п��塢�b��w�壬�A�Ƹ�����A���п������M�ЙM��ָָ�ߴ����Ҏ�����T���A��ģ�KҎ��;���b�F�����������ڽY������ɺ��A�Ƹ�����A���п��ڬF���M�ú��b�ڴ�����;Ȼ���ڹ��S�ӹ��T���A��ģ�K(�������ȼ����������������ڹ��S�ȽM����ɵij�Ʒ��)�������b�F���l�����S���M���T���A��ģ�K�İ��b��
�������b�r�A�Ƹ����c�T���A��ģ�K֮�g�{�����b�g϶����É���̶��������һ�ȉ�ס�T���A��ģ�K�Ͳ��ض���λ��ʹ�䳯�A�Ƹ���Ĺ̶�������(���o���ⷽ�����ˆT���҃�);�҃Ȃ��É����c�A�Ƹ����ݼy�B�������T���A��ģ�K�ɿ��ع̶��������b��w���wס��ʹ�ÃȂ��汣�����^��
�����˼��g�����ă��c�ǣ�
����(1)ϵ�y�Љ����ֶι̶����T���A��ģ�K֮�g���g϶���{;ͬ�r�����������������z�ܷ�l���~�l�����z�ܷ�l�����ИI��ٿ��ṩ��Ҳ���˽����������á�
����(2)�A�Ƹ����A���п�Y���еĵڶ�����ˮ�OӋ����T��ϵ�y��ˮ������
����(3)����ʽ���������L���ĺ��d��������Խ��ć��ϲ��֕�Խ�o�������Ʉ�,�c�A�Ƹ����A���п��γ�һ�w��
����(4)�ӹ���ˇ�ԣ����ìF���Ͳġ����������;���b����ӹ���ˇ���ӹ��O��ͨ�á�
����5 �b��ʽ�������ܴ�ϵ�y�����c
����5.1 ��Փ���£�
���������X�Ͻ��T����Ʒ�����a�ӹ�����������F��Ʒ��ģ�K���ӹ����a�c���b���������Mһ�����F�˜ʻ������I������ˮ�����a,�����I����Ч��;��Ҏģ�˜ʻ������a���b���gʹ�aƷ�|����������Ҳ������X�Ͻ��T��ϵ�y�ľC�����ܡ�
����5.2 �Y�����£�
������ϵ�y�_�l���A�Ƹ����A���п���Ъ����������ǻ����ǻ���ϽY���OӋ��ʹԓϵ�y�T�����и��ߵķ����ԣ�������W�������~�l�����W���ܡ����ИI��ٿ��ṩ�������ᱣ�����������ܵ�;�Ͳ������ӵ�λ���OӋ����������OӋʹԓϵ�y�T���߂��˸��õĸ������ܣ��ص�׃���y�T�����b�к��ε����þ���䓹����鸽���B���X�Ͻ��c�����Y����������ȫ�µ��X�Ͻ��T��ģ�K�������a���b���g��
������ϵ�y�T���A��ģ�K֮�g�{�����b�g϶����É���̶��������һ�ȉ�ס�T���A��ģ�K�Ͳ��ض���λ��ʹ�T���A��ģ�K���A�Ƹ���Ĺ̶����������o���ⷽ�����ˆT���҃ȹ���;�҃Ȃ��É����c�A�Ƹ����ݼy���~�l���ݼy�����ИI��ٿ��ṩ���B�ӣ����F�X�Ͻ��T���ĬF�����b����ȫ�����҃Ȃ��M�У������F������ʩ���İ�ȫ�[����
����5.3 ���a�ӹ������b��ˇ�Ą��£�
���������_�l�ĵ��b��ʽ�������ܴ�ϵ�y���F�����ȡ��������������ȵİ��b�����������a���S�����;���aƷ���S�r���Ʒ����ʹ�ìF�����b�Ĺ����������У����F���b��ˇ�ĺ��λ����˜ʻ�,�p�٬F�����b��������ͬ�r����߮aƷ�|����
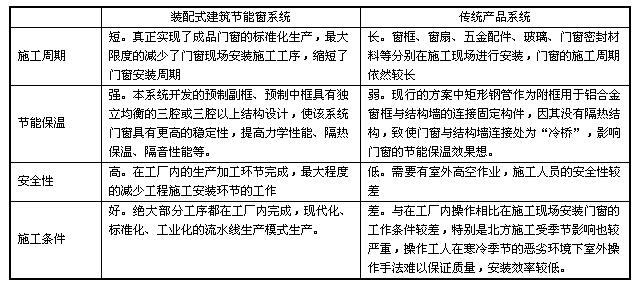
����6 �b��ʽ�������ܴ�ϵ�y�C�σ��ݱ��^
�����b��ʽ�������ܴ�ϵ�y�c���y���ܴ���Ⱦ��еă������1��
��1���b��ʽ�������ܴ�ϵ�y�c���y�aƷϵ�y�C���Ա��^
�����YՓ
�����b��ʽ�������ܴ�ϵ�y�����Ե،��F���T���aƷ�˜ʻ���ģ�K�����a��ʹ�îaƷ�|���������Mһ����߹���Ч��;�������T���aƷ���w�|�������������ИI���g��һ�N����;����Ҫ���x߀�����b��ʽ���������T�����g�c�b��ʽ�������g���ںϣ����F���b��ˇ�Ę˜ʻ���ģ�K��;ͬ�r���s��Դ�����o�h���������Gɫ������Ҫ��
���������īI
����[1]���X�Ͻ��T����(GB/T 8478-2008)
����[2]������ģ���f�{�˜ʡ�(GB/T 50002-2013)
����[3]�������T�����ڳߴ�f�{Ҫ��(GB/T 30591-2014)
����[4]���X�Ͻ��T�����̼��gҎ����(JGJ 214-2010)
����[5]����ס���������OӋ�˜���(DB11/891-2012)