�������˝M���Ñ�����Ҫ��
�������X��һ�㽛�^
����̎������Ͷ���Ј�������
�X���ı��汣�o��������ǰ�����3�N��(1)
ꖘO������20���o50���������
�X�Ͻ��T������������
�X�T�����泣�õı���̎����ʩ��(2)ꖘO
������
�Ӿ��ϩ���֬���ձ���20���o60�������Ʒ�����W��70����_ʼʹ�ã�Ŀǰ߀��Ҫ�ځ��^���á�ԓ���g��ǰ����������Ĥ�lչ���o��
��Ĥ�Ͳ�ɫĤ��Ʒ�N��څ���ӻ������I���ƺͮaƷ�|�������^������(3)���W�D��̎�����o늇�����
�o늷�ĩ��Ϳ���o�Һ��
��Ϳ���o�Һ����Ϳ
��̼��֬��20���o60����������ь��F��Ʒ�������o�
��ĩ��Ϳ���������Ϳ�ӣ�60���ĩ�ښW���ь��F��Ʒ������ǰ���ǚW����ռ���ݵı���̎���ֶΡ��r�����գ���һꖘO�������X
�T���ڇ������Ј������@�sС�ձ���A���ӾͿ�ӣ���ɫ�ӾͿ�Ӱlչ�ܿ죬���ښW�õ����á��o늷�ĩ��Ϳ����ɫ�ʶ��ӡ����Ʒ��㡢�h�����o�����܃�����ԭ���ѳɞ�W�������x����̎��������������o늷�ĩ��Ϳ�Ј����҇�Ҳ��Ѹ�ٔU��֮�С�
1.20���o90����ļ��g�lչ
�^ȥ10���У��҇��X��(������
�X�Ͳ�)�õ�ͻ�w���M�İlչ���X
�Ͳ������aҎģ�ѽӽ�ÿ��100�f�����ڇ������M��ˇ���M��
�O���Ď����£��҇��X�Ͳ����a���g��ꖘO������ˇ���O�䷽�������µ��M�������ҽ������o늷�ĩ��Ϳ���o�Һ����Ϳ���ӾͿ�ӵ�������
���a���������ǰ�ؼ��g���҇��ѽ���ѿ�����˳̶Ȳ�ͬ�İlչ��
1.1ꖘO����
�A̎����ˇ����
ꖘO�����A̎��Ŀ����ȥ��������Ȼ
����Ĥ����֬���s�|���@�þ������X���棬�����ڃ��|
ꖘO����Ĥ���γɡ��҇��Ñ�߀Ҫ��ȥ���D
���l�y���@�þ�һ���^���档���ڲ��ÉA���g���õ�������棬���^�Ƚ��gʹ�X�p�ĺܴ�һ���_��3%��5.5%�����H���ӳɱ��������������صĭh�����}���γɆ�������ְ��S��¶�Ͳı������еĽM��ȱ�ݡ��˺��ձ����҇��Ƴ�����g��(�ձ����Ȼ����ϲ������X�Ͳ�)�������X�ĵ�(���_���s1%)�����漚��һ���ܵ��҇��S�̚gӭ���������Է��x�Ӟ����w�IJ�Һ�������˸�����ص���Ⱦ��һ������зГP�P���hՓ���Cе���g�����в����ɱ��͡��h��Ч��úͱ��漚�o�l�۵ă��c�������ڷ�����
������ȚW�އ����ƏV���á��҇���90������ڣ�������Դ�X�I���㽭�����X�I�քe������������������M�C��
����C��
�Cе����(�y)�C�����P��ˇ������\�D�����յ��O�õ�Ч�档�˺�V�|�ͽ��K��ʡ��ҹ��S��m�ć����M�ڶ��_�O�䣬ͬ�r�҇������O��Ҳ���M���Ј����r��ֻ���M���O���1/5��1/8���ҡ���Փ�Cе����(��Q
��ɰ)߀�ǙC��
����(�R����撁��)������ʹ�X�Ŀ�����1%���£��������^�����£��b�Ч���á����߸������������a���`�����]�Cе���g̎��������y�Ļ��W���g(���A���g)���������҇��X�Ͳĵ����^�n�Ρ�
1.2ꖘO�����Ĺ�ˇ���O���M��
ꖘO������ˇ���^ȥ��20���Л]�и����Ե�׃����Ӳ�|ꖘO�������g���@���g�в����M����ͻ��ꖘO���������څ^�ġ���ꖘO������
�������ѽ���Ʒ�������X�ͲĽ����_�l�ĸ��ٸ�ЧꖘO�������g(HEA���g)߀δ�@�ÏV�����I���á�
1.2.1�}�_ꖘO�����Դ
��70��80����������V��������B�����ڌ�������x�Ը����
�ܶ�(��>3A/dm2)��Ӳ�|Ĥ���S���ڽ����X�Ͳ�ꖘO������ˇ�Б��Õr��δ�õ����@��Ч�������δ�õ�����e�ƏV���á��Mһ�����`�����������a��Ĥ(Ĥ��>20��m)�r���}�_�����ڷ���|�����^�������@���f������؏�Ч�����Ԏ�������Ĥ�����^���е�ɢ�ᣬ�������ڜض�������ɵ�Ĥ���ܽ����ã���ֹ����Ĥ�ڵĔU��������
Ӳ�������ܶȵ���ߣ�ͬ�rҲ�����ڷ�����á��������X�ͲĘ˜�ꖘO������ˇ������ܶȵ�(һ����1��1.5A/dm2)��Ĥ��Ҫ��H10��m�������^�̷şᲢ�����أ����δ�@ʾ�����@���c�������J����Ӳ�|ꖘO�������Ĥ���a�r���}�_�Դ߀�Ǻ��Ќ��H���x�ġ�
1.2.2�X�x��ȥ�����x�ӽ��Q�b��
ꖘO���������Һȥ���X�x�ӵ��x�ӽ��Q�b�Ì��ڃ�����ˇ��ʩ���Ќ��H���x�������������Һ��Al3�����^20g/L�r�����ŷŲ�Һ�����{�������ɱ�������Al3�����������Բ��ӡ����˷���ꖘO������Һ��Al3���ĺ�����80����҇�ijЩ���M�����M�����ձ����������Al3��ȥ���b�ã��������ڮ��r��ˇˮƽ�ͼ��g���������ƣ�δ�õ��V�����á�������҇��������a�����������Ԅ�ȥAl3���b�á���һ�_�O��ÿ���ȥ����s100kg�X���Ķ���������Al3���������O��ֵ��ʹ������ˇ���ӷ����;��_����ͬ�r���кܺõĭh��Ч�档
1.3��ɫ���g��N����
�X�Ͳĵ���ɫ�����y����늽���ɫ(���ձ��˜\��l���Ĝ\���Ҳ�Q����늽�)���҃��b�Ҳ��Ⱦɫ���@���S����ʵ��ɫ(Ⱦɫ�����m�ڑ���������)����������������Ƴ���ɫ�����g(�����ù����Ч����ɫ���ձ��Q֮������늽�)���ͺ���ɫ(Ⱦɫ����늽���ɫ)���g��ͻ����늽���ɫֻ�й��~ɫ�Ŀ�����҇�߀δ���F���I�����a��
1.3.1����}늽���ɫ�wϵ
����}늽���ɫ�wϵ��u���ࡣ�W��һֱ���a�}��ɫ�����������a�}���a懻���}���s�|�ɔ_�������h���p��С�����I�������ף��҇�һֱ���a�}(���a懻���})���������ձ��tһֱ��A�چ���}���������c֮�m���������Դ�Ͳ�Һ����(��ȥ�c�)�b�á����چ���}���ڜ\ɫϵ(��
���P�ɫ���㙉ɫ)ɫ��С��ɫ�{�؏��Ժã�����҇��͚W��������lչ����}��ɫ���g�����Һ�ɷֳ�MgSO4��H3BO3֮�⣬NiSO4����һ���^�ߣ���100g/L���ң��s�|�c��⛾�Ҫ���ƣ�ҕ��ˇҪ�����ͬ���ձ���ˇ߀Ҫ�����@�ĺ�����
1.3.2������ɫ�Դ�����M��
�Դ���ǹ������O�䣬����Ȼ���ض���ˇ�������b�á��҇����ձ����M�Ć���}늽���ɫ��ˇ��2������p������ɠ���(������ɫ֮��)����ס���������Դ������ͬ�����w���J����
������ͬ��ֱ����ɫ�����W�����چ���}����ɫ�ԴҲ���džμ������Ҳ�����늣�������������DC(ֱ��)/AC(����)�Դ��������DC/AC/�����QAC�Դ�����������ELCA��˾�Ƴ������ɫ�Դ������ݔ��DC��׃�lAC��DC��DC/AC�B�ӵȡ��@�N�Դ�����m���ڸ��N��͵�늽���ɫ�Լ���ɫ�����g��
1.3.3�ɫ���ӻ���Ҫ��
�ɫ���ӻ����M�µ�늽���ɫ��Һ���F��⁽�ɫ�����}��Һ�����Sɫ���i�}��Һ���҇��ѽ��ஔ�ձ飬�����ڲ�����}���a�}�ǘӽ��^�������L�ڌ��`���@Щ��Һ��ɫ���X���ڷ���|����������ʹ����׃ɫ��
��ɫ���}��ֵ���Pע��������҇��X��ꖘO�����Ĺ�ˇ�У����r���FһЩ�c����˜ʹ�ˇ��һ�µ���������δ�м�����͙z�(ֻ���˽��ͳɱ�)�Ҵ����R�������Ԟ錦���L��ʹ��Ч�������a�h��Ч����ڲ����[����
1.4������ٻ��R��
��ǰ���������҇������X�Ͳ�ꖘO����Ĥռ�^�������ķ�������@���c80��������ĚW�����M��ˇ���O�����P������ˮ�|Ҫ�ߣ���ˇ�������ף����^�m���҇����a�F���ǰ�W����Ҫ�������ߜ�������ף��������аlչ֮څ�ݡ��ձ������J������ˇ����A�ڷ�ˮ��ˮ�Ϸ���Ӿ(ED)��ס��c��ˮ���Ni��F����������^���ߜ�����������Ï��a��������ȱ�c��������l����100��110�棬�����Ը��ڴ�≺���M�У�����ٶȱȷ�ˮ��죬��ˮ�|��pH���Ʋ�����������ۣ��Ȳ����l���ЙCȾ���ڷ�וr��ʧ���֛]�Эh����Ⱦ(Ni��F)֮�]���@��һ�����C��ͭh���|���ĺ÷�����
�҇�������δ��Q���ײ�Һ�ڲ����з��x���l���a��Ć��}�����ڷ��ˇ
����������O��Σ�������ȸ��S�ձ����ӷ����@���������@�������c�������������a����x�ӡ������`�����������ӄ�����ؚ�����mȻ����ԇ�D�÷�
�����}�ͷ�
�����}�����⣬�����ڹ��I�����a������δ�ص�Q��
90����ԁ����҇��о��������I���`���C����������֮��60��70�漃ˮϴ����߷���|�������ٷ���ٶȏĶ��s�̙z�y���ڵĺ��k�������������������Ĥ�����ԣ���ֹ
�Ѽy���F����˟�ˮϴ�c���f���M�Ͳ�
�����������f������̎�������Ӵ_�С��μ���ɲ��ܴ����ˮ����̎���������á�������̎�����ǹ�ˇ�M����Ҳ��ֵ���ƏV��һ헴�ʩ��
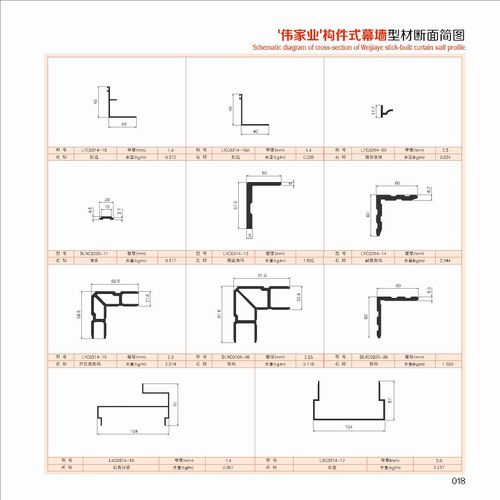
1.5��ʽꖘO�������a������
�҇���
ꖘO�����X�Ͳ����a�������������Pʽ�ġ�80������ձ����M��2�l���a��Ч����������������˷�1997�����w�X�I��˾���ձ��M����a12000t��ʽꖘO�����Ӿ
Ϳ���Ԅ����a�������gˮƽ�ͮa���|���^�ߡ�20���oĩ��21���o�����Ĵ����ۺ͏V�|�����Ⱥ�Ͷ�a��a20000t��30000t���a����һ���f������ʽ���m�ڴ��������a����a����12000��36000t��ѡ��˕r���WˎƷ��������ľ������Pʽ����ͬ�rռ���٣������Ԅӻ����a������Ҫȱ�c��һ��Ͷ�Y�Ľ��O�M�øߣ����®a1000t��������ʽ�����Pʽ�����O�M�õ�1.8����Ȼ����ʽꖘO�������a�����������ӾͿ����r�£�����δ��������x��
1.6�X�Ͳı���߾���Ϳ�ӵ��Ј����~�U��
����f80������҇������˽����X�Ͳ�ꖘO������ˇ����ô��90����T��ӵ��ӾͿ�ӡ��o늷�ĩ�ڌӺ�Һ�wͿ��Ѹ���d�𡣱��������
��ϩ���ۺ���Ĥ��ɫ���S���ķ�ĩ��Ϳ�����Ӻ�ʹ�����ܸ��ѵķ�̼Ϳ�����҇����ѽ������a�����F�������a����s��ռ���X�Ͳı���̎���aƷ��20%���ϣ����в����U���څ�ݡ�
�Ӿ(ED)Ϳ����30����ǰ���ձ��_�l�ģ�����ꖘO����Ĥ�;ۺ���Ϳ���p���c��EDĤ����ƽ���������ձ��͖|���ܵ��gӭ���mȻ���а�ɫ���N�ɫ��EDĤ�������������Ј���ǰ������Ĥ�����������m�������_�lED��̼Ϳ�ӣ�����δ���I�����a��ED�����ھ����ձ��M�ڣ��F�҇�����ʹ�Ãr����˵��_������aED�ᣬ�������m�d���ձ��ᣬ������ͨ�^���Ҙ˜ʵęz�y��
��ĩ
�o늇�Ϳ����Ϳ���ښW�ޱ��ܚgӭ���Ј����~���cꖘO�����ஔ����ɫ���S�����جF�Ժá���ˇ���Ʒ��㡢�h��Ч��ã����҇�Ҳ�в����U��֮څ�ݡ�������ĩ�҇��������a������TGIC���ɝM�㽨���I����Ҫ���W�����_�l�����ܸ��õ����߉�����ĩ�����c̼��
��֬���������@�N�������oTGIC��ĩ���҇���δʹ�á�
���܃�Խ��̼����֬Ϳ�����҇����Б��á���
Ϳ��ֻ��������a�S�M�ڡ������ľۺ�������֪�ڭh��������Ļ����Ŀǰ���^��̼��Ϳ�Ͼ���ָ�ľ�ƫ������ϩ��֬(
PVDF)�����Ϳ�ϡ�����PPG��˾�ׄ�������Kynar�����̘ˣ�������ص�̼��Ϳ�ϏSһ�������Kynar500��Hylar5000������Ϗ�����ɡ�Ŀǰ�҇���̼��Ϳ����Ҫ��������PPG��˾��Ӣ����ICI��˾��������Valspar��˾�M�ڣ��r���m�ߵ�����ʮ�փ������������B������ʹ�É������C25�����ϣ������Ӿ�Ӻ��o늇�Ϳ�ӡ�
��̼Һ�w��Ϳһ���Ƕ��Ӈ�Ϳ����2��(
����������)��3��(���ᡢ���������)����ã����eҲ����4�ӹ�ˇ��ÿ��
��̼Ϳ��һ��ɇ�Ϳ5m2������B�߉��o�����
�F����������������ߵ�7m2�����ڷ�̼Ϳ�σr��O�䰺�F���Ҵ�������С������؛�r���e�������������ԑ�����Ҫ�Ľ���ָ�ˡ�
����2.��ʮһ���o�^10��ļ��gչ��
�����҇��X�Ͳı���̎���ļ��g�c������ț]�б��|�IJ�e�����ǏĹ�ˇˮƽ���b��l�������g�������h�����ء�Ʒ�|ָ�˺ͮaƷ�|���ȷ����c�������Mˮƽ���^���в��ٲ�ࡣ�����ڽ��ڷքe���ؿ���������������ձ������c����ͬ���挦�潻���У����Y���������ׂ����棬�����҇������X�Ͳı���̎�����I����һ��ʮ���м��g�lչ�Ľ��b�ͅ�����
2.1�坍ꖘO������ˇ������ҕ�Ͱlչ
�S���҇��h�����R�������ӣ��坍��ˇ��Ȼ������lչ��ꖘO������ˇ���a������UҺ��ȡ�]·ѭ�h���գ����F���ŷ�ֱ�����ŷ�(zero��discharge)��ˇ���ښW���ձ����á�ꖘO������Һ���x�ӽ��Q����ȥ�X�x�ӻ�������A���g��Һ���ýY������
����^�V�ų���
�����X���ՉA����}
늽��Һ����ˮϴ�۷քe�x���x�ӽ��Q���ͷ��B������
���������ȥ�s�|�����ײ�Һ���^�V�����x�ӽ��Q����ȥ���w������
�����s�|��ED��۷քe�x���x�ӽ��Q���ƺͷ��B�����ա�ȫ����ϴˮͨ�^�к͡�����������͉��V��ȥ������������Һ���^���B��������ã����ŷŵ��坍��ˇ�o����ȫ���繤�I�綼����ķ������ڼ��g�ͽ��M��ԭ�����҇�ֻ�ֲܷ��E�M�С�
�ڌ��H�������OӋꖘO�������a���ĕr����rҪ���s�Ķࡣ�A���g��Һ����ýY���^�V�ķ�������������c��ȱ�Ȼ���ߣ��˕r�����ܵõ�ʮ�֝M��Ć�����棬��ô�A���g���]·ѭ�h�OӋ��ԓ���¿��]���M����ˌ��H�����m�ڙCе���g���Ĺ�ˇ��ͬ��������ˇ���]·ѭ�h�OӋҲ��ȻҪ�c���a��ˇ�ͮaƷ������Y�ρ����]�����ǟoՓ��Σ��]·ѭ�h�OӋ���H���Эh�����o�����c������ʹꖘO����������Ĺ�ˇ��
�����Ƹ��Ӿ��_���Ķ��Mһ�������������ꖘO����Ĥ���|����
2.2�o늷�ĩ��Ϳ��ˇ�����ܵ��gӭ
����ɫ���S�����h��Ч��ã��o늷�ĩ��Ϳ���҇��lչ����Ѹ�١�Ϳ�ӷ�ĩҲ�����ߙn����lչ���[Ó��һ�ľ�����TGIC��ĩ�Ġ�B��Ϳ�����^Ҳ�Ć�ɫ��ľ�y��
����ʯ�͈D�����b��Ը����ķ���lչ��������͵������҇�չ���^��aƷ���o늷�ĩ��Ϳ���X�Ͳ�һ��ֻ�о����һ���ɫ��ľ�y�ʹ���ʯ���^����ԭ��ĩͿ�����M����ƽz�Wӡˢ��ˇ�����ڶ��N�ɫ�ķ�ĩ�ӵ�ԭ��ĩͿ���ϣ����M�нyһ��
�̻�̎�����@Ҳ�����f�¹�ˇֻ����ԭ�퇊Ϳ�O��Ļ��A�����a�O��Ϳ��Ԍ��F���������X�Ͳģ����m����
�X���ı���̎���������b��������ĩͿ���c
���w֮�g�Լ��ɷN��ĩ֮�g�ЙC�Y�ϡ����߅��^�����NATURALL��ˇ���a܇�g���X���g˼·���_����ˇ�������Σ��m�����҇��ƏVʹ�á���һ@�ñ��y�͈D��Ч�������Dӡ�������ڵ�1�·�Ϳ�ӻ��A�ϣ���
����Ĥ���ϵ�ľ�y�D����
�ӟ����D�Ƶ����棬�˷����������У��P�I�����Dӡ��ȥ���y��ʹ�É�����
��ĩ��Ϳ�Ļ��W�A̎�����ĭh�����]�����_�l���t�͟o�t���W�D��̎�����Ŀ˷��z��
���g���l��Ҳ������ꖘO����Ĥ�����ĩ��Ϳ�ӵĵӣ����߶����t��̎�������������������o�t
���W�D��Ĥ̎����
���ӄ������҇������_�l��Ʒ�N��
2.3�ӾͿ�ӿ��Ե�����Ⱦ���
EDĤ�ͷ�ĩͿ�Ӷ��Ǹ߾���Ϳ�ӣ�������Ч�ص�����Ⱦ���ͺ�����ĸ��g��
��EDĤ����ꖘO����Ĥ��������Ĥ�½z��g��Σ�U�������ɞ���Ⱦ���������ı���̎���ֶΡ��L���ԁ��҂�ӡ���е�
�Ӿ��ֻ������
�۱�ϩ��֬��������ձ����Ӿ�ՓƷ�N߀���|�����l�����@׃���������҂���Ϥ�����й����⣬߀�І������Լ���ɫ�Ӿ��ȣ��������ڽ���
�X�Ͻ��T���ϡ������Ӿ����|��Ҳ�ѽ����Ժͷ�ĩͿ����������������SIDASA��˾���z�y��Honnystone�����ԣ����c��ĩ�o늇�Ϳ������TGICͿ�����˱��^���Y�������ɫ׃��������ͬ��Ϳ�Ӷ������ݣ�����ɱ�����Honnystone���@���ڷ�ĩͿ�ӡ�443h��¶��Honnystone��ɱ���������79%��81%������ĩͿ��ֻʣ��49��43%���@�f���ӾͿ�ӵ������������@��ߡ�
�ձ��Ľ����X�Ͳ�ꖘO����Ĥ��90%���ӾͿ���ģ�����10%Ҳ�x��ߜط�ˮ���ˇ�����շ���B�@�c�ձ��ǂ��u�����غ��^����}���^�ߣ������^�����Ⱦ�Ĺ��I�lչ�A�����P�����ӾͿ��ӱȷ��ꖘO����Ĥ���и��õĿ����������Ⱦ�������������߹�Ӌ���҇��Ϸ��غ���ʡ��������ص^�ӾͿ�Ӿ������@�ă��ݣ������ձ�EDĤ���Ј����~���҇�����һ��10�������ஔ��İlչ���g��
2.4ꖘO�������g֮�M���Ը�Ч���ܞ�Ŀ��
������֪��ꖘO�����Ĺ�ˇ�����є�ʮ��δ׃������Һ�������Ⱥ��X�x�ӷ������ضȺ�����ܶȾ�����������˜ʡ��������ꖘO����Ч�ʣ��ӿ��Ĥ�ٶȣ���ȻҪ���ڱ��C����Ĥ���ܵ�ǰ���±M���Ӵ�����ܶȣ����뷽�O����߳�Ĥϵ��������Ĥ������cͨ�^�����(��������ԕr�g)���ֵ�����ȣ�����
�Ͻ���ͬ���������磬����
�X�Ͻ�1100��5005��5052��6063������25��m����Ĥ��Ҫ4700��}/dm2����6061��6082��6300�X�Ͻ��t��Ҫ5500��}/dm2���˕r���������ܶȞ�1.5A/dm2���t����20��m����Ĥ��Ҫ�r�g��44min���t��Ĥ�ٶȞ�0.46��m/min����������½��_�l�ĸ�Ч����ꖘO�������g(HEA)��Ĥ�ٶȿ���ߵ�1.2��m/min���ϣ����f����25��������ܶ��_3A/dm2�����ز�����HEA���g��һ�����w�OӋ���������W�������͙Cе��������϶��ɡ����W��������Һ�ɷֺ����ӄ����룻���������Д��跽����
��sϵ�y�Լ���Һ�ض��c����ܶȵĽM�ϵȣ��Cе����ָ�����X����������������ꖘO������ˇ�^��Ӌ��C(APC)�b���Ǻ����õġ�
2.5��ɫ��һֱ����ɫ����Ŀ��
�XꖘO����Ĥ��늽���ɫ��ɫ���dž��{�Ĺ��~ɫ�������ɫ��һֱ��ꖘO���������ߵ�Ŀ�ˡ�Ⱦɫ�m�ɫ@���S����ʵ��ɫ�������Բ�m�ڑ���ʹ�ã�����һ�N�ɫҪһ������ʮ���韩���ͺ���ɫ�Ԕ[Ó�����������y��Ҳδ�ښW�ތ��F��Ҏģ���I�����a�����ù����ԭ���õ��{���ҡ��G���S����ɫ�ĸ��N����ɫ���д����īI�������һֱ���˂��J���y�ڹ��I���ƶ�ҕ�錍��ҹ�ˇ���������������ձ���������ؼs��10���l��ɫ�����a���������ձ��Q֮������늽ⷨ�����ߵ������������Italtecno��˾����ԇ���ϣ���DrStrazzָ���²����������^λ�ڵ����籾�����и��������a�����ձ��Ѻ�䓙Cһ��������늽�܇�g���ֿ������ձ������؛��Ǻ籾�����C����̖�T�đ��ìF�����C���ɫһ�£��o���@ɫ�ͻ�ƹ��~ɫ����Ъ��ص��b�Ч�����҇��㽭�����X�I���M��������g���O�䣬��ԓ�Sԭ��ꖘO������늽���ɫ�Ļ��A�ϣ�����������O����2001��4�µ�һ�����a����ɫ���X�ģ��ɫ�����؏��Ժã����Ʒ��㣬���_���������a֮Ҫ���mȻԓ���g��ԭ���Ϻ�ꖘO������ˇ����Ҫ����������Ҳ���Ǹ߲����ʺͲ����ļ��g�������X�I��ɫ�����_���ͽ����ƏV���Ը�׃���y���~ɫ�Ć��{���棬ʹ�����I�@�ø�����X�Ͳĵ��ɫ�x��
2.6�������B�h���Ƿ��ˇ�İlչ����
�X����Ĥ�ķ�����ܶ࣬�҇����ڟ��ס�EDĤ���������^��Ϥ�������������õı��^�ձ飬����Ni2����F����Ⱦ�����pҕ���W�������B֮���]���M����һϵ���о��������_�l懻��o���Мط�ף��ٰlչ���o懟o���Мط�ף������o
�����x���Мط�ף��@�l�lչ��·ֵ���҂����b������Ҳ���ɞ��҇����İlչ���F�������£�
2.6.1懻��o���Мط��
懻�(����懞���)��������߷���|�������Է���Ĥ�����ЙCȾ�Ϸ��ӣ��������Һ�飺
NiAC���������������� 3��4g��L���o����
�����ֻ҄��������������������� 100mg��L
�����ضȡ��������������������� 75��85��
������וr�g�������������� 1��2min����m
��Ni2�������� 0.4��1.1g��L
���� F���������������� 30��90mg��L���ͷ���
����������������������0.2��0.6mg��L
�����ֻ҄�������������������10��40mg��L
�����ضȡ������������������������� 75��
������וr�g����������������0.5min����m
2.6.2���o懟o�����
�������]�ÉA���ٻ�A�����������x�ӣ����V��䇺�⛵ȡ���לض�75�棬pH6.3����וr�g��1��2min/��m���������I���`��������|������ͨ�^���H�˜ʵęz�y����Һ��������Ч�������^�M�⡣
��������Ҳ���]⁺���}�����ף����ڛ]�ж��ԣ�����|���_�����t��ʧ��10 mg/dm2�������V���dȤ�������l�����£�
⁻�䆷����j����������� 3��10g��L�����}����������������������0.5g��L���塡������������������������5g��L�ضȡ��������������������� 25��35���וr�g���������� 0.5��1.0min����m
����2.6.3���o�����x���Мط��
�½�Clariant��˾�Ƴ�һ�������ڴ��������x�ӵ��䷽���Mһ���о�����߀���M��֮�У��U��������r�ա�
�b�����B�h�����]�������J��o懟o�����Мغͳ��ط�����õ��lչ�����o��懻��Мط��ˇ�ѵõ��W��Qualanod���J�ɣ����ښW���������I��ʹ�ã��҇����Էe�O�ƏV��
2.7���¼��g�İlչ
�о��е��¼��g�ܶ࣬��Щ�����ѽӽ���Ʒ���A�Σ�����Щֻͣ���ڌ�����A�Σ��ڴ�ֻ�����eһ�����¼��g�İlչ
һ���ձ��������ڷ���������g����ꖘO������������Һ�У����늽���g��ȥ
�D���l�y��ԓ���g�m��̎�ڌ���A�Σ���һ���ɹ����t����ʮ����Ҫ���g�ͽ����rֵ�������ԏĸ����ϸ�׃�X�ĵ��A̎��������
���������m�_�l����X�OӋ��ͨ�^�ɴ���ɫꖘO�������@�ÃɷN�ɫ�ĈD���b�Ч���������҃��b��X��ʮ�քe�£����Є��⣬�����m�Q֮��Aluart��չʾ�X��ˇ�gЧ��֮�Ⱥ���
���⣬�S����Ϳ��Ѹ���ƏV�����B�A̎�����g�͟o�t���ӄ���Ȼ���lչ�������ڇ��⣬�҇����^������δ��10�����҇�һ�����õ���ҕ��Ѹ���_�l��
�c�������P���c�YӍ:
���˽���� ���� ���P��ϢՈ�L��
�ͲČ��^ ��